精品文档---下载后可任意编辑提交审核版本备注任宝华周佳创建为了便于程序的易用性,通用性及可维护性,方便不同程序设计者之间的程序修改,提高程序整体质量,现将 PLC 及 HMI 设计做以下法律规范
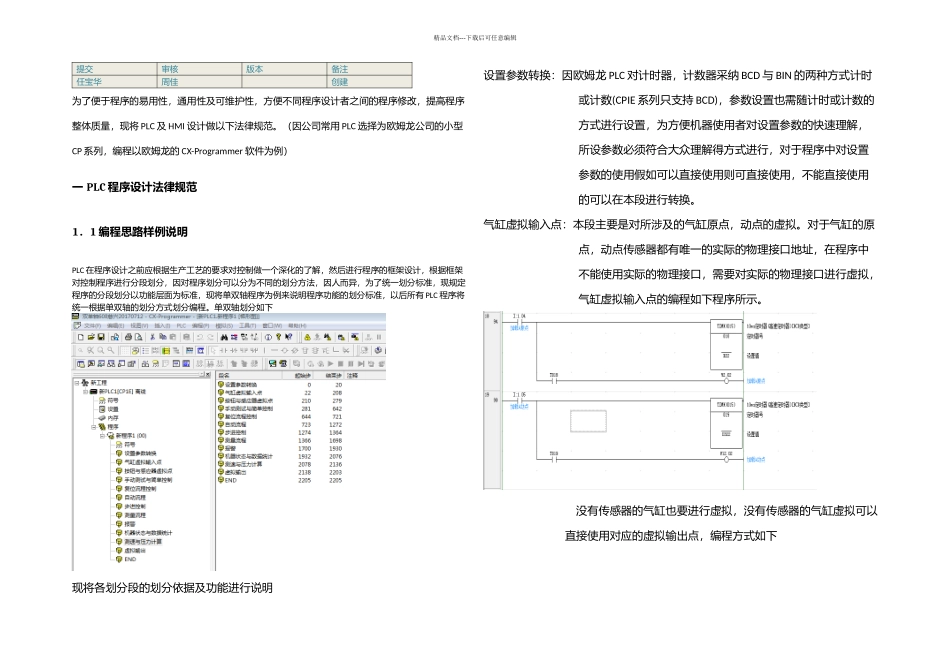
(因公司常用 PLC 选择为欧姆龙公司的小型CP 系列,编程以欧姆龙的 CX-Programmer 软件为例)一 PLC 程序设计法律规范1.1 编程思路样例说明PLC 在程序设计之前应根据生产工艺的要求对控制做一个深化的了解,然后进行程序的框架设计,根据框架对控制程序进行分段划分,因对程序划分可以分为不同的划分方法,因人而异,为了统一划分标准,现规定程序的分段划分以功能层面为标准,现将单双轴程序为例来说明程序功能的划分标准,以后所有 PLC 程序将统一根据单双轴的划分方式划分编程
单双轴划分如下现将各划分段的划分依据及功能进行说明设置参数转换:因欧姆龙 PLC 对计时器,计数器采纳 BCD 与 BIN 的两种方式计时或计数(CPIE 系列只支持 BCD),参数设置也需随计时或计数的方式进行设置,为方便机器使用者对设置参数的快速理解,所设参数必须符合大众理解得方式进行,对于程序中对设置参数的使用假如可以直接使用则可直接使用,不能直接使用的可以在本段进行转换
气缸虚拟输入点:本段主要是对所涉及的气缸原点,动点的虚拟
对于气缸的原点,动点传感器都有唯一的实际的物理接口地址,在程序中不能使用实际的物理接口,需要对实际的物理接口进行虚拟,气缸虚拟输入点的编程如下程序所示
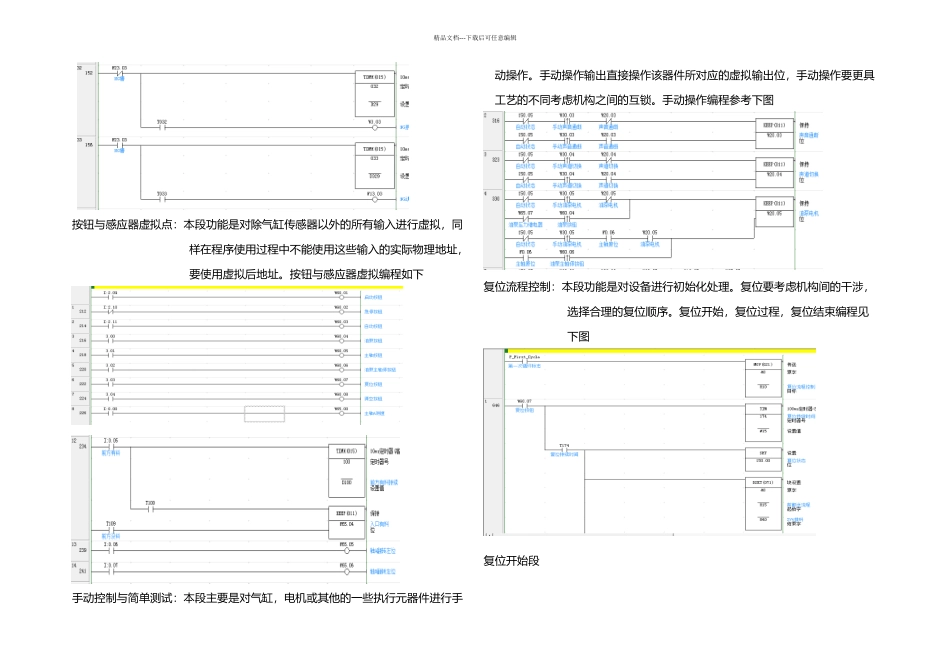
没有传感器的气缸也要进行虚拟,没有传感器的气缸虚拟可以直接使用对应的虚拟输出点,编程方式如下精品文档---下载后可任意编辑按钮与感应器虚拟点:本段功能是对除气缸传感器以外的所有输入进行虚拟,同样在程序使用过程中不能使用这些输入的实际物理地址,要使用虚拟后地址
按钮与感应器虚拟编程如下手动控制与简单测试:本段主要是对气缸,