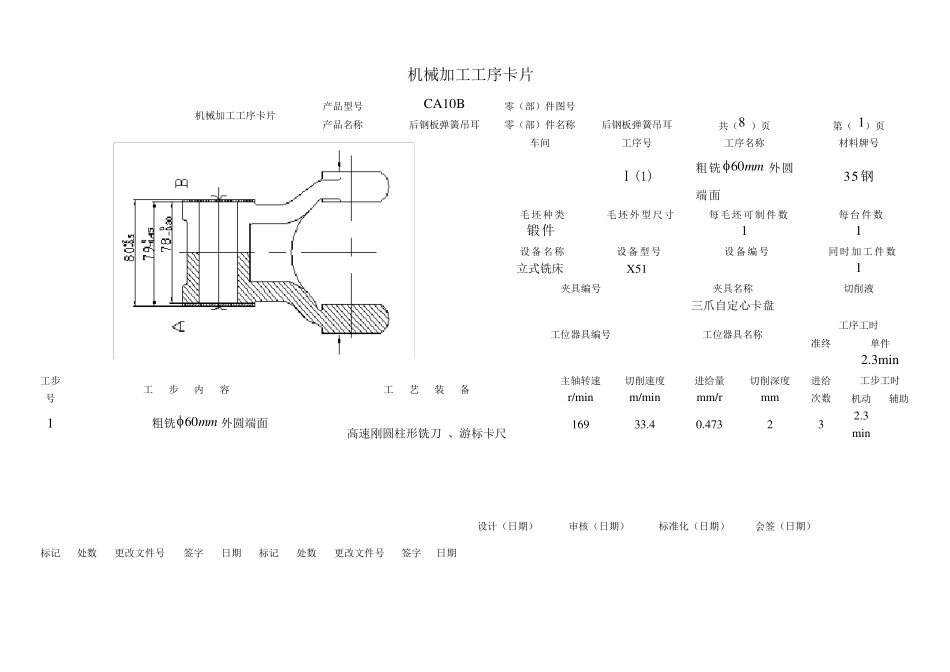
机械加工工序卡片 机械加工工序卡片 产品型号 CA10B 零(部)件图号 产品名称 后钢板弹簧吊耳 零(部)件名称 后钢板弹簧吊耳 共(8 )页 第( 1)页 车间 工序号 工序名称 材料牌号 Ⅰ(1) 粗铣 60mm外圆端面 35 钢 毛坯种类 毛坯外型尺寸 每毛坯可制件数 每台件数 锻件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式铣床 X51 1 夹具编号 夹具名称 切削液 三爪自定心卡盘 工位器具编号 工位器具名称 工序工时 准终 单件 2
3min 工步号 工 步 内 容 工 艺 装 备 主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工步工时 机动 辅助 1 粗铣 60mm外圆端面 高速刚圆柱形铣刀 、游标卡尺 169 33
473 2 3 2
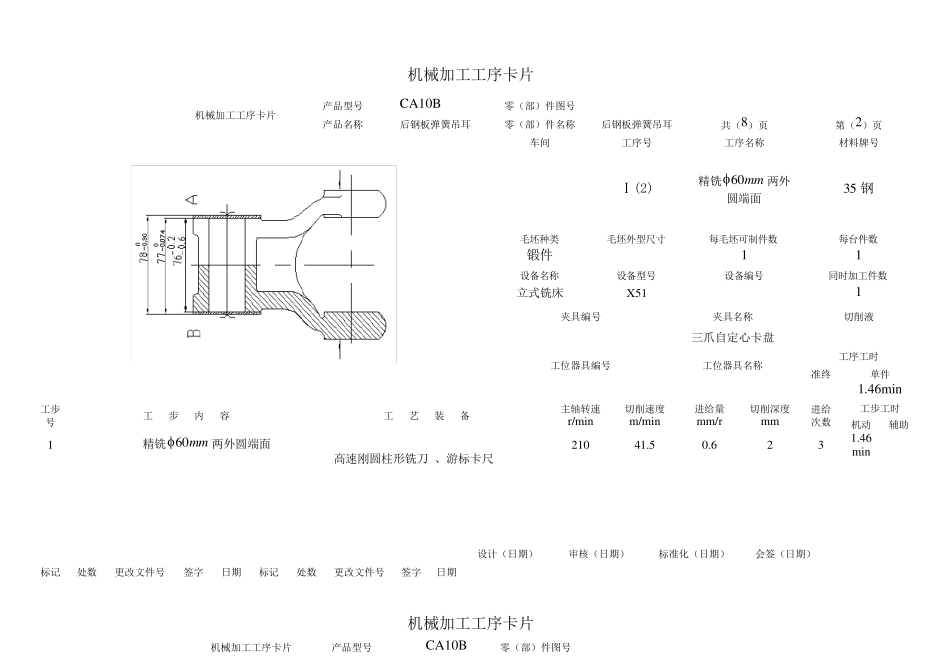
3 min 设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 机械加工工序卡片 机械加工工序卡片 产品型号 CA10B 零(部)件图号 产品名称 后钢板弹簧吊耳 零(部)件名称 后钢板弹簧吊耳 共(8)页 第(2)页 车间 工序号 工序名称 材料牌号 Ⅰ(2) 精铣 60mm两外圆端面 35 钢 毛坯种类 毛坯外型尺寸 每毛坯可制件数 每台件数 锻件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式铣床 X51 1 夹具编号 夹具名称 切削液 三爪自定心卡盘 工位器具编号 工位器具名称 工序工时 准终 单件 1
46min 工步号 工 步 内 容 工 艺 装 备 主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给 次数 工步工时 机动 辅助 1 精铣 60mm两外圆端面 高速刚圆柱形铣刀 、游标卡尺 210 41