详细测量标准及要求1
1来料检验1
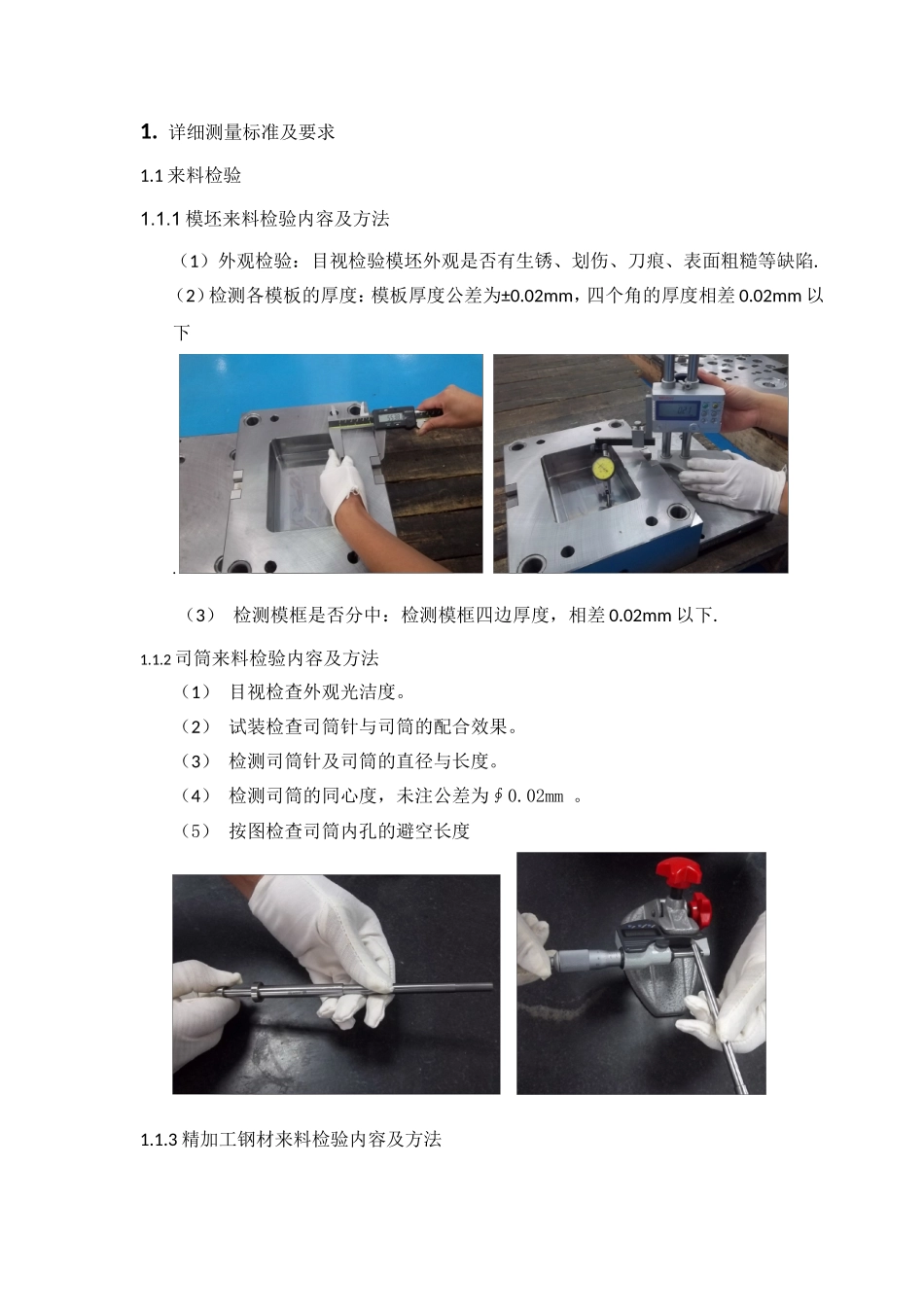
1模坯来料检验内容及方法(1)外观检验:目视检验模坯外观是否有生锈、划伤、刀痕、表面粗糙等缺陷
(2)检测各模板的厚度:模板厚度公差为±0
02mm,四个角的厚度相差0
02mm以下
(3)检测模框是否分中:检测模框四边厚度,相差0
02mm以下
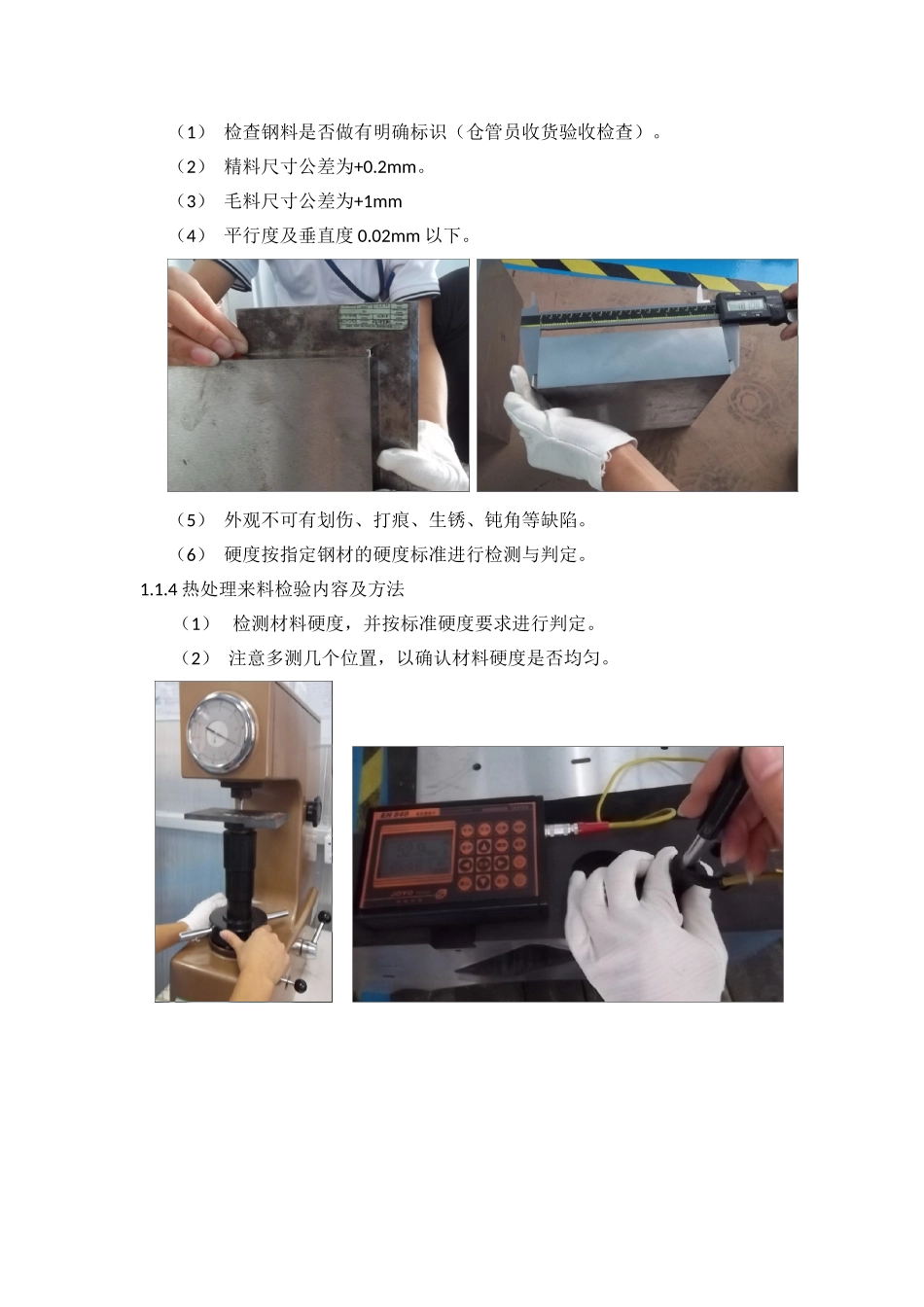
2司筒来料检验内容及方法(1)目视检查外观光洁度
(2)试装检查司筒针与司筒的配合效果
(3)检测司筒针及司筒的直径与长度
(4)检测司筒的同心度,未注公差为∮0
(5)按图检查司筒内孔的避空长度1
3精加工钢材来料检验内容及方法(1)检查钢料是否做有明确标识(仓管员收货验收检查)
(2)精料尺寸公差为+0
(3)毛料尺寸公差为+1mm(4)平行度及垂直度0
02mm以下
(5)外观不可有划伤、打痕、生锈、钝角等缺陷
(6)硬度按指定钢材的硬度标准进行检测与判定
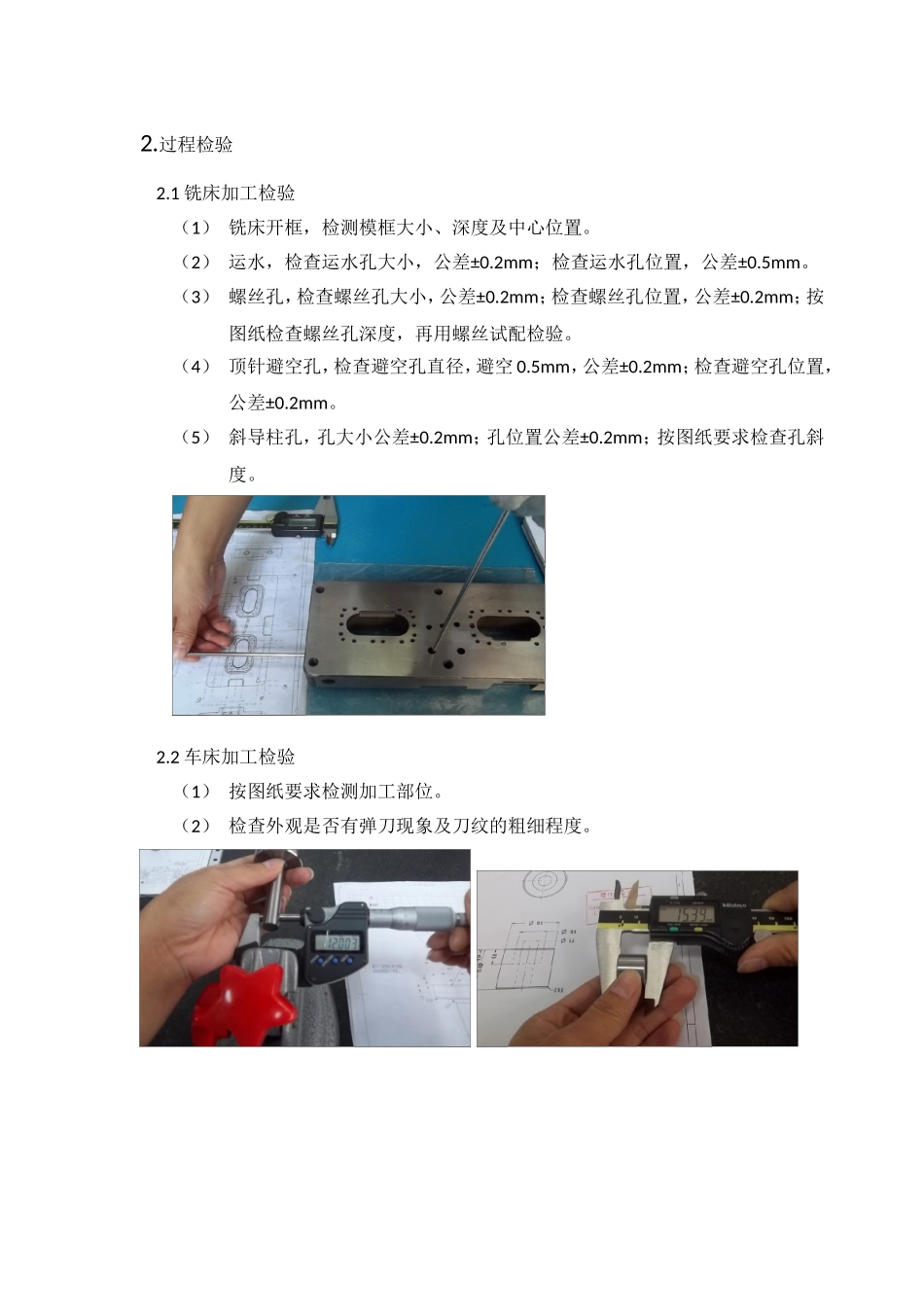
4热处理来料检验内容及方法(1)检测材料硬度,并按标准硬度要求进行判定
(2)注意多测几个位置,以确认材料硬度是否均匀
1铣床加工检验(1)铣床开框,检测模框大小、深度及中心位置
(2)运水,检查运水孔大小,公差±0
2mm;检查运水孔位置,公差±0
(3)螺丝孔,检查螺丝孔大小,公差±0
2mm;检查螺丝孔位置,公差±0
2mm;按图纸检查螺丝孔深度,再用螺丝试配检验
(4)顶针避空孔,检查避空孔直径,避空0
5mm,公差±0
2mm;检查避空孔位置,公差±0
(5)斜导柱孔,孔大小公差±0
2mm;孔位置公差±0
2mm;按图纸要求检查孔斜度
2车床加工检验(1)按图纸要求检测加工部位
(2)检查外观是否有弹刀现象及刀纹的粗细程度
3磨床加工检验(1)按图纸要求检测加工部位
(2)注意磨切烧坏及表面纹路粗糙度
(3)磨床送检测工件前确认工艺(4)磨