前 言……………………………………………(2)设计任务书………………………………………(3)一、制件工艺性分析…………………………(4)二、确定冲裁工艺方案………………………(5)三、工艺和设计计算…………………………(5)四、计算凸凹模的刃口尺寸…………………(10)五、凹模与凸模的设计与校核………………(14)六、模具的其他装置…………………………(18)七、模架的选择………………………………(20)八、压力机相关参数的校核…………………(21)附:参考文献…………………………………… (28)结束语…………………………………………… (29) 前 言模具课程设计是 CAD/CAM 专业教学计划安排的非常重要的教学实践环节,也是毕业设计的首选内容
其目的在于巩固《模具结构及设计》所学知识,熟悉有关资料,树立正确的设计思想,掌握正确的设计方法,培育学生的实际工作能力
通过模具结构设计,学生在工艺性分析、工艺方案论证、工艺计算、模具零件结构设计、编写说明书和查阅参考文献等方面受到一次综合的训练,增强学生的动手能力和创新设计能力
本次设计中,本人的设计任务是根据一个座板的工件设计一副模具
本人主要做了如下工作:1、根据座板的结构设计计算各部分尺寸;2、确定工艺方案;3、由以上数据画出装配图
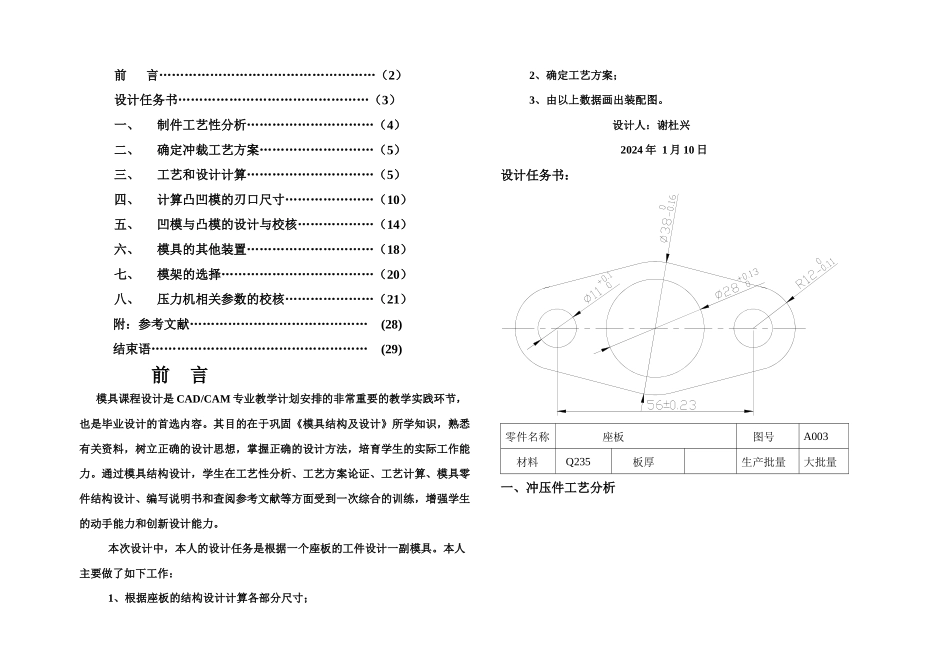
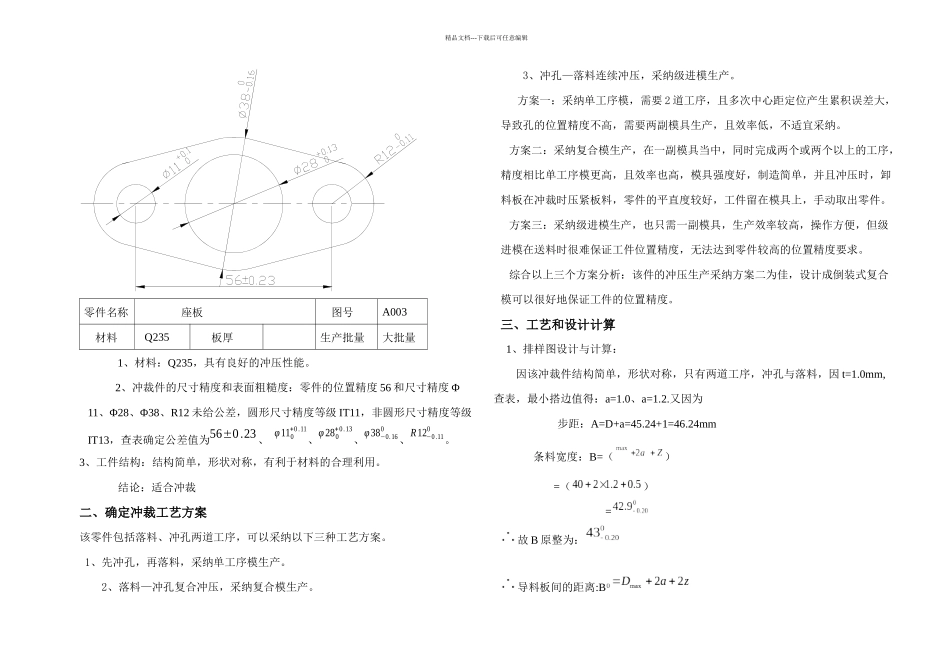
设计人:谢杜兴 2024 年 1 月 10 日设计任务书:零件名称 座板图号A003材料Q235板厚生产批量大批量一、冲压件工艺分析精品文档---下载后可任意编辑零件名称 座板图号A003材料Q235板厚生产批量大批量1、材料:Q235,具有良好的冲压性能
2、冲裁件的尺寸精度和表面粗糙度:零件的位置精度 56 和尺寸精度 Φ 11、Φ28、Φ38、R12 未给公差,圆形尺寸精度等级 IT11,非圆形尺寸精度等级IT13,查表确定公差值为56±0
23 、 φ110+0
11、φ280+