精品文档---下载后可任意编辑3
1 学习目的和要求(1) 熟悉和掌握各种(类)冲裁模具的结构性能及特点
① 冲裁模具的分类方法;② 单工序模具的结构特点;③ 复合冲裁模的结构特点;④ 连续冲裁模的结构特点
(2) 掌握冲裁模主要零部件的设计方法、设计要点及技巧
2 重点及学习内容提要3
1 冲裁模具的基本分类方法(1) 按工序性质分类
(2) 按工序组合程度分类
① 单工序模:在一副模具中只完成零件的一种工序
② 复合冲裁模:在压力机一次工作行程中,在一副模具的同一位置上完成几个不同工序的冲模
③ 连续冲裁模:在压力机一次工作行程中,在一副模具的不同位置上同时完成两道或两道以上的不同工序的冲模
2 冲裁模具的结构特点分析1
单工序模具(又称简单模)压力机一次工作行程内只完成单一的工序
(1) 模具的结构决定于工件的要求、生产批量、生产条件和制模条件等因素
(2) 模具的结构形式有:① 无导柱敞开式:上、下模无直接导向,结构简单,制造容易
这种模具安装使用麻烦,间隙的均匀性只能依靠压力机滑块的导向精度来保证,模具的寿命较短,冲裁精度较差
常用于料厚而精度要求低的小批量冲裁件的生产
② 导板式模具:利用凸模与导板之间的配合进行导向(采纳 H7/h6 配合),其配合值小于冲裁间隙,实现上、下模部分的导向定位
回程时凸模不允许脱离导板,因此要求压力机的行程较小
导板模导向性良好,结构简单,体积较小,卸料可靠,但制造比较复杂,要使用行程小且可调节行程的偏心压力机
多用于形状简单、尺寸不大、平直度要求高、材料厚度>03 mm 的冲裁件
① 导柱式用广泛,由于有导柱导向,间隙稳定,冲裁的冲件精度较高,模具寿命较长
适用于大批量的生产
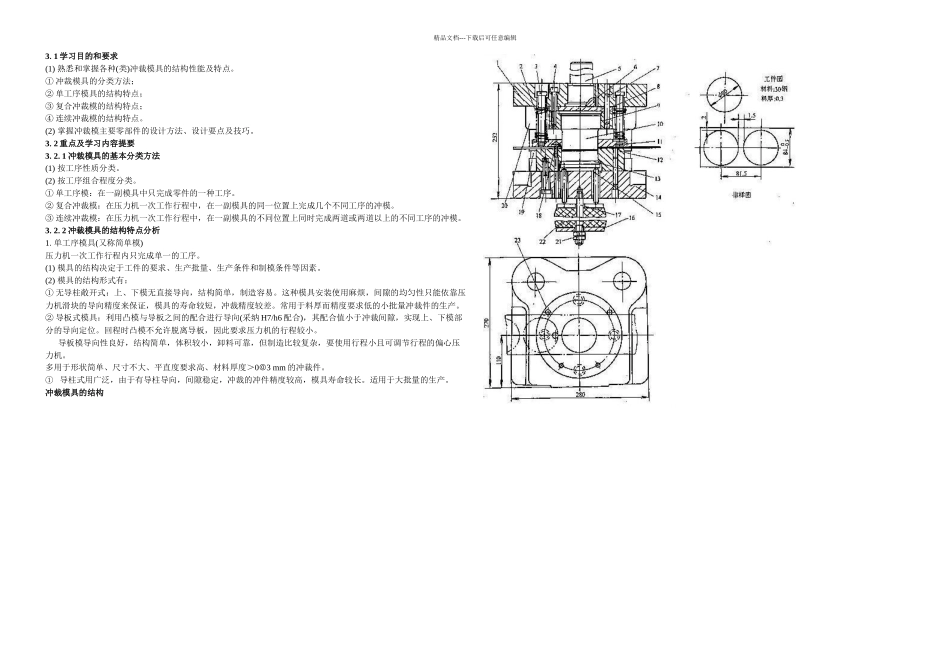
冲裁模具的结构精品文档---下载后可任意编辑2
复合冲裁模在压力机的一次工作行程中,在一副模具的同一位置上一次定位可以同时完成几个不