精品文档---下载后可任意编辑(适用于 DA65W DA66T 操作系统折弯机) 编制: 审核:数控折弯机操作与保养规程1
目的:法律规范员工正确使用及维护保养设备,确保设备正常运转及人员安全,有效降低故障率,提高设备使用效率
适用范围:金方圆,亚威 220T 和百超 50T 数控折弯机操作及维护保养工作
职责: 设备使用人员负责设备正确使用及日常保养,并记录日保养状况
维保技术人员负责组织实施设备月度及以上保养
1 操作:4
1 开机前准备:1
设备操作人员必须经过培训合格,掌握设备的操作技能及各项安全特性,持证上岗
并佩戴好劳保用品
开机前,操作人员应对上下模具,及机床前后及液压油位点检,确认设备完好,或将发现的异常及隐患处理完成后方可开机
操作前,检查和清理工作场地杂物及与产品无关物品
2 设备开关机: 1
主令开关(主电源开关):在电气控制柜后侧,打至“ON”位置,机床总电源有电 2
电源指示灯:主电源接通后此灯亮
油泵启动:按下绿色按钮可启动主电机和伺服电机,电机启动后灯亮4
单步/调整转换开关:当开关打至“调整”,机床各轴处于调整状态5
回程按钮:在机床折弯状态,按下此按钮,滑块强行回程6
急停开关:按下,机床主电机和后挡料电源全被切断,顺时针方向转动急停开关可松开锁定
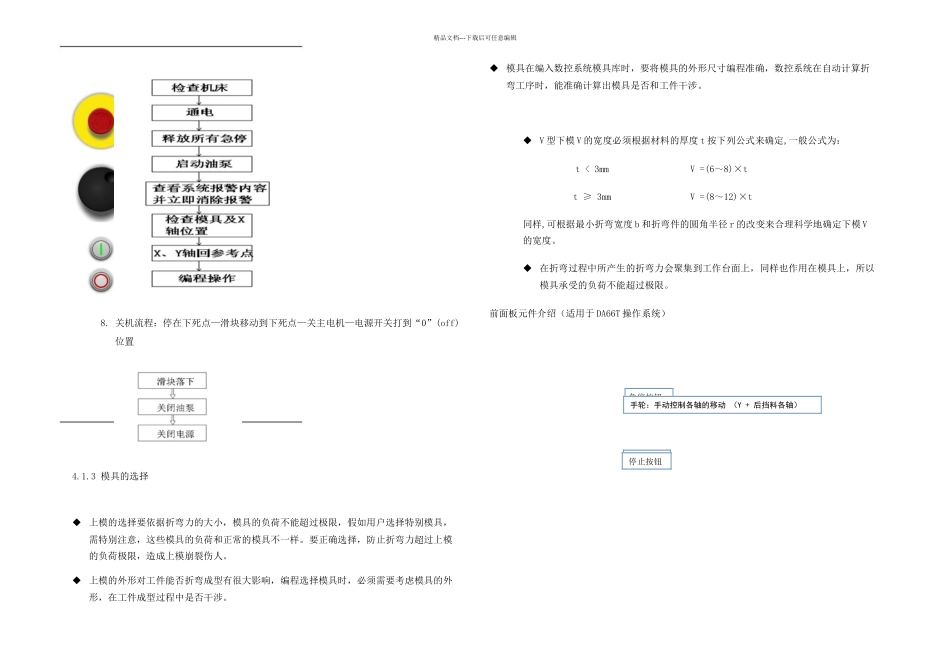
开机流程:首先将主电源开关打到“1”(ON)位置,此时电源指示灯亮,释放急停开关,起动油泵,然后将系统打手动方式,按系统操作面板上的起动键,此时 Y轴,X 轴及其它轴将回参考点,(Y 轴是通过光栅尺检测到参考点,X 轴及其它轴是通过接近开关检测到参考点,然后各轴回到系统设定位置),此时系统处于准备状态,机床可以编程操作精品文档---下载后可任意编辑8
关机流程:停在下死点—滑块移动到下死点—关主电机—电源开关打到“0