精品文档---下载后可任意编辑一、选择题1.工件定位时,是不允许的
A 欠定位B 过定位C 不完全定位2.下面不属于机械加工工艺系统的是
A 刀具B 夹具 C 量具3.机械加工工艺过程是
A 直接生产过程B 辅助生产过程C 直接或者辅助生产过程4.引起加工误差的根本原因是工艺系统存在着误差,将工艺系统的误差称为
A 原理误差B 原始误差C 系统误差5.误差敏感方向一般为已加工表面过切削点的
A 切线方向B 法线方向C 不确定6.假如加工误差的分布与正态分布有较大出入,说明加工过程存在着
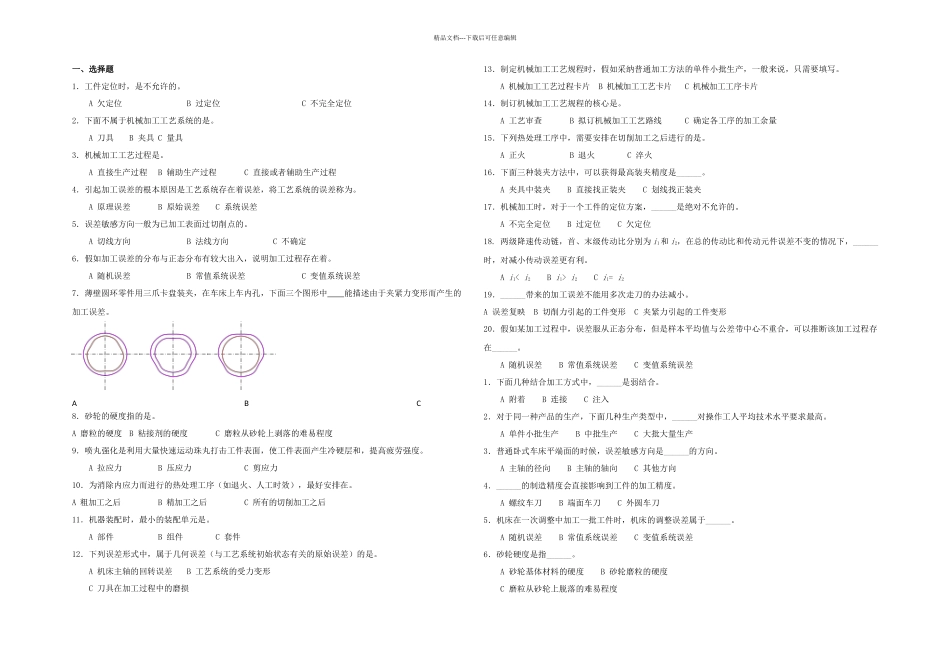
A 随机误差B 常值系统误差C 变值系统误差7.薄壁圆环零件用三爪卡盘装夹,在车床上车内孔,下面三个图形中 能描述由于夹紧力变形而产生的加工误差
ABC8.砂轮的硬度指的是
A 磨粒的硬度B 粘接剂的硬度C 磨粒从砂轮上剥落的难易程度9.喷丸强化是利用大量快速运动珠丸打击工件表面,使工件表面产生冷硬层和,提高疲劳强度
A 拉应力B 压应力C 剪应力10.为消除内应力而进行的热处理工序(如退火、人工时效),最好安排在
A 粗加工之后B 精加工之后C 所有的切削加工之后11.机器装配时,最小的装配单元是
A 部件B 组件C 套件12.下列误差形式中,属于几何误差(与工艺系统初始状态有关的原始误差)的是
A 机床主轴的回转误差B 工艺系统的受力变形C 刀具在加工过程中的磨损13.制定机械加工工艺规程时,假如采纳普通加工方法的单件小批生产,一般来说,只需要填写
A 机械加工工艺过程卡片B 机械加工工艺卡片C 机械加工工序卡片14.制订机械加工工艺规程的核心是
A 工艺审查B 拟订机械加工工艺路线C 确定各工序的加工余量15.下列热处理工序中,需要安排在切削加工之后进行的是
A 正火B 退火C 淬火16.下面三种装夹方法中,可以获得最高装夹精度是______
A 夹具中装夹 B 直接找正装夹 C 划线