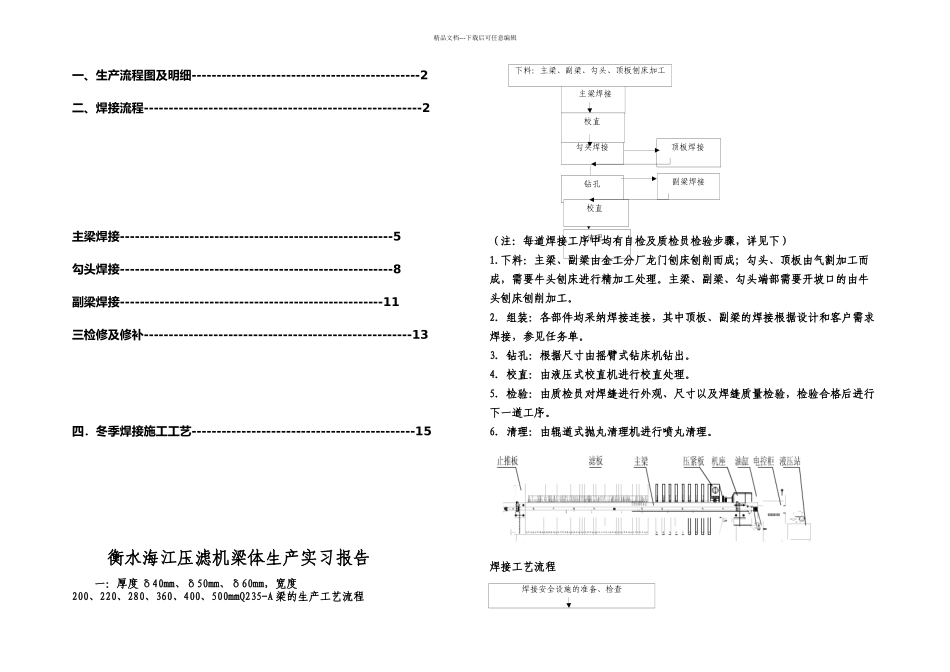
焊接安全设施的准备、检查下料:主梁、副梁、勾头、顶板刨床加工 主梁焊接勾头焊接顶板焊接钻孔校直清理副梁焊接校直下料:主梁、副梁、勾头、顶板刨床加工副梁焊接精品文档---下载后可任意编辑一、生产流程图及明细----------------------------------------------2二、焊接流程--------------------------------------------------------2主梁焊接-------------------------------------------------------5勾头焊接-------------------------------------------------------8副梁焊接-----------------------------------------------------11三检修及修补------------------------------------------------------13四.冬季焊接施工工艺---------------------------------------------15衡水海江压滤机梁体生产实习报告一:厚度 δ40mm、δ50mm、δ60mm,宽度200、220、280、360、400、500mmQ235-A 梁的生产工艺流程(注:每道焊接工序中均有自检及质检员检验步骤,详见下)1
下料:主梁、副梁由金工分厂龙门刨床刨削而成;勾头、顶板由气割加工而成,需要牛头刨床进行精加工处理
主梁、副梁、勾头端部需要开坡口的由牛头刨床刨削加工
2.组装:各部件均采纳焊接连接,其中顶板、副梁的焊接根据设计和客户需求焊接,参见任务单
3.钻孔:根据尺寸由摇臂式钻床机钻出
4.校直:由液压式校直机进行校直处理
5.检验:由质检员对焊缝进行外观、尺寸以及焊缝质