板料流动方向精品文档---下载后可任意编辑OP20 (拉延模)部分 拉延面的抛光注意:此处阐述的内容并不适用于经过镀铬处理的模具1
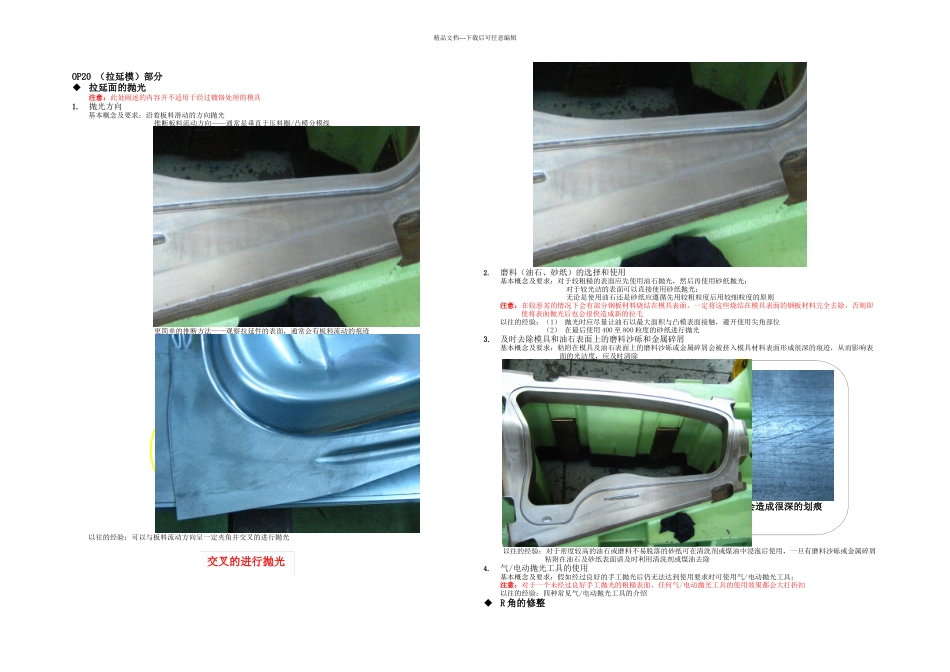
抛光方向基本概念及要求:沿着板料滑动的方向抛光 推断板料流动方向——通常是垂直于压料圈/凸模分模线更简单的推断方法——观察拉延件的表面,通常会有板料流动的痕迹 以往的经验:可以与板料流动方向呈一定夹角并交叉的进行抛光2
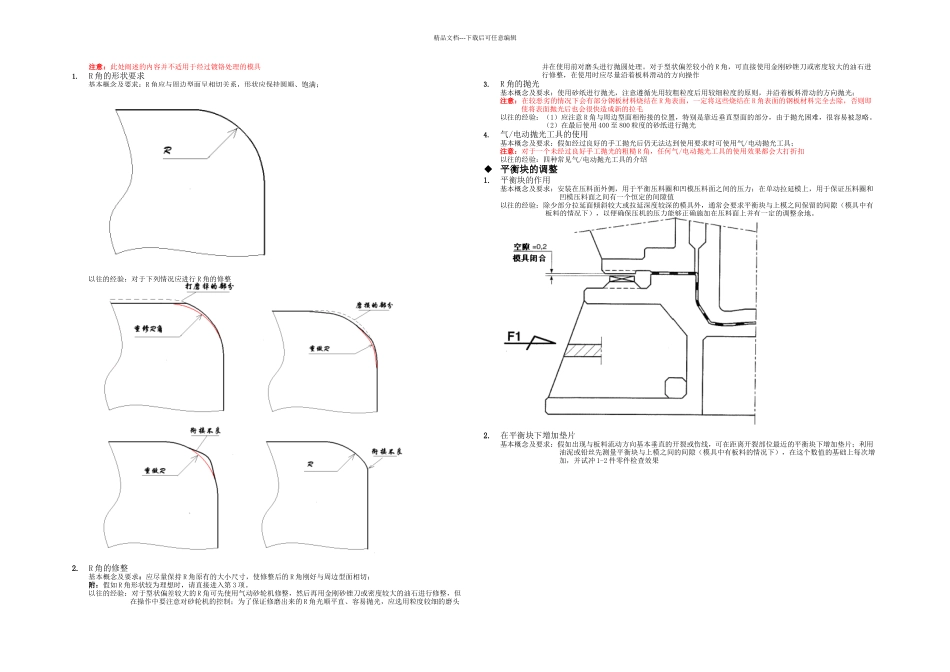
磨料(油石、砂纸)的选择和使用 基本概念及要求:对于较粗糙的表面应先使用油石抛光,然后再使用砂纸抛光;对于较光洁的表面可以直接使用砂纸抛光;无论是使用油石还是砂纸应遵循先用较粗粒度后用较细粒度的原则注意:在较恶劣的情况下会有部分钢板材料烧结在模具表面,一定将这些烧结在模具表面的钢板材料完全去除,否则即使将表面抛光后也会很快造成新的拉毛以往的经验:(1) 抛光时应尽量让油石以最大面积与凸模表面接触,避开使用尖角部位(2) 在最后使用 400 至 800 粒度的砂纸进行抛光3
及时去除模具和油石表面上的磨料沙砾和金属碎屑基本概念及要求:粘附在模具及油石表面上的磨料沙砾或金属碎屑会被挤入模具材料表面形成很深的痕迹,从而影响表面的光洁度,应及时清除以往的经验:对于密度较高的油石或磨料不易脱落的砂纸可在清洗剂或煤油中浸泡后使用,一旦有磨料沙砾或金属碎屑粘附在油石及砂纸表面请及时利用清洗剂或煤油去除4
气/电动抛光工具的使用 基本概念及要求:假如经过良好的手工抛光后仍无法达到使用要求时可使用气/电动抛光工具;注意:对于一个未经过良好手工抛光的粗糙表面,任何气/电动抛光工具的使用效果都会大打折扣以往的经验:四种常见气/电动抛光工具的介绍 R 角的修整板料流动的痕迹板料流动方向交叉的进行抛光磨料沙砾和金属碎屑会造成很深的划痕精品文档---下载后可任意编辑注意:此处阐述的内容并不适用于经过镀铬处理的模具1
R 角的形状要求基本概念及要求:R