精品文档---下载后可任意编辑冷冲模课程设计说明书姓名院系:机电工程系专业:模具设计与制造班级:模具 xxx指导老师:2024 年 10 月 16目录前言 Error: Reference source not found一冲压工艺方案的确定 1二排样图的确定 1三压力中心的计算 2四计算冲压力,初选压力机 2五模具刃口尺寸计算 3六模具工作零件设计与计算 4七模架的计算与选用 5八校核压力机 5九装配图与零件图 5结语 5参考文献 6精品文档---下载后可任意编辑前言冷冲模课程设计是模具专业学生在学习过程中一个重要的实践性学习环节
应用本专业所学基础理论知识和实训技能,进行一次冲压模具设计工作的实际训练,以提高独立分析和解决实际问题的能力
通过查阅设计资料手册,熟悉设计标准和技术法律规范,通过方案论证,设计与计算,计算机辅助绘图,数据处理与综合分析,编写设计说明书等环节,进行工程师的基本训练
培育从事科研工作的基本能力
培育勤奋、求实、团结互助、勇于创新的优良品质
希望通过本次冷冲模答辩,能进一步巩固深化,扩大所学到的知识
由于初学者水平能力有限,设计中难免有不足和错误之处,恳请老师、同学们给予批判和指正
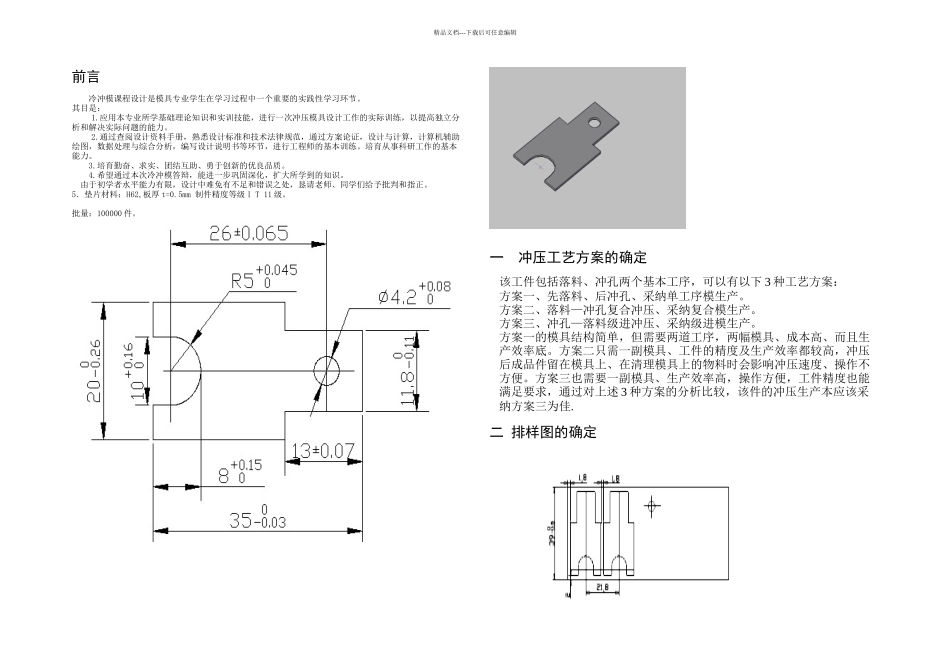
5.垫片材料:H62,板厚 t=0
5mm 制件精度等级 I T 11 级
批量:100000 件
一 冲压工艺方案的确定该工件包括落料、冲孔两个基本工序,可以有以下 3 种工艺方案:方案一、先落料、后冲孔、采纳单工序模生产
方案二、落料—冲孔复合冲压、采纳复合模生产
方案三、冲孔—落料级进冲压、采纳级进模生产
方案一的模具结构简单,但需要两道工序,两幅模具、成本高、而且生产效率底
方案二只需一副模具、工件的精度及生产效率都较高,冲压后成品件留在模具上、在清理模具上的物料时会影响冲压速度、操作不方便
方案三也需要一副模具、生产效率高,操作方便,工