精品文档---下载后可任意编辑班级:机自 125 班姓名:马帅学号:202406024533精品文档---下载后可任意编辑茶杯盖注射模具设计一、塑件分析制件三维实体模型如下图所示,材料为 ABS,密度为 1
05g/cm3,收缩率0
5%,生产批量为中批生产
由 solidworks 计算可得,单个制件的体积为
ABS 是由丙烯腈、丁二烯和苯乙烯三种化学单体合成
每种单体都具有不同特性,丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度
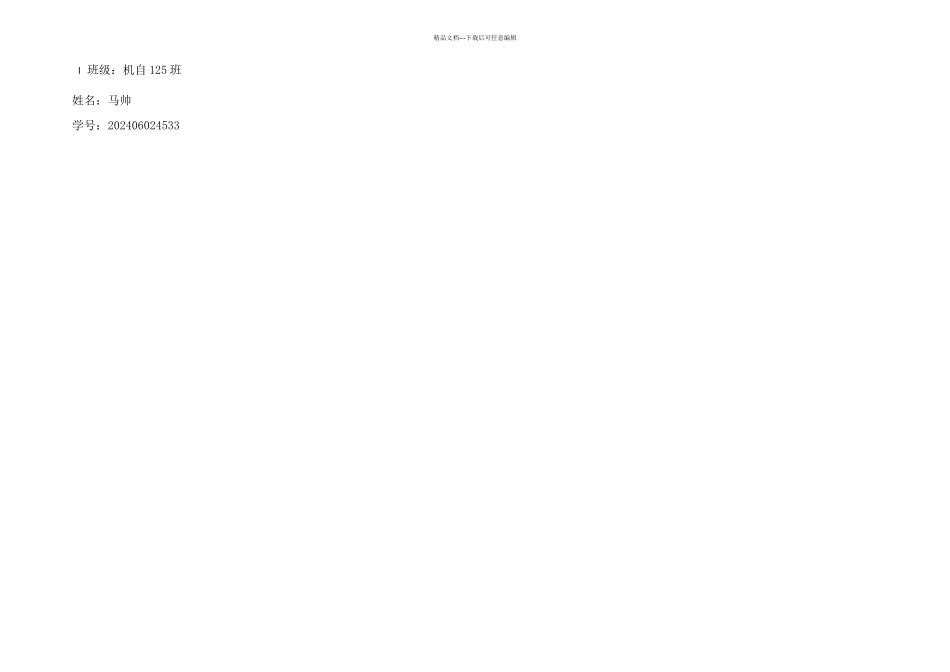
图(一)茶杯盖,总高 54mm,径向最大长度近 100mm,厚度 10mm,内部有螺纹,该塑件茶杯盖如图(一)所示
该塑件为中小尺寸,一般精度等级,为保证精度,兼顾经济性,采纳一模一腔,并对制品进行后续加工
二、塑件成型工艺性分析2
1 塑件材料特性ABS 塑料一般不透明,无毒、无味,成形塑件的表面有较好的光泽
有良好的机械强度,特别是抗冲击强度高
ABS 还具有一定的耐磨性、耐寒性、耐油性、耐水性、化学稳定性和电性能
缺点: 耐热性不高,并且耐气候性较差,在紫外线作用下易变硬发脆
2 塑件材料成形性能 使用 ABS 注射成形塑料制品时,由于其熔体黏度较高,所需的注射成形压力较高,因此塑件对型芯的包紧力较大,应采纳较大的脱模斜度
另外熔体黏度较高,制品易产生熔接痕,所以模具设计时应尽量减少浇注系统对料流的阻力
ABS 易吸水,成形加工前应进行干燥处理
在正常的成形条件下,ABS 制品的尺寸稳定性较好
3 塑件的成形工艺参数确定查有关手册得到 ABS(抗冲)塑料的成形工艺参数:³; 收缩率 0
8%; 预热温度 80°c~85°c,预热时间 2~3h; 料筒温度 后段 150°c~170°c , 中段 180°c~190°c , 前段 200°c~