往复压缩机十字头与活塞杆连接部件简介引言石油化工、煤化工、氮肥等行业中用到的大中型往复压缩机,其十字头与活塞杆的连接部件对于压缩机的可靠运行是至关重要的
连接部件因采用液压拉伸的方式进行紧固,从而获得了良好的连接性能
笔者从结构形式、工作原理、活塞止点间隙调整、操作事项等方面对其进行了介绍
型液压紧固拉伸器型液压紧固拉伸器作为十字头与活塞杆的连接部件,液压扩张体置于其内,故连接部件本身具有液压拉伸性能,不需借助其他拆装工具
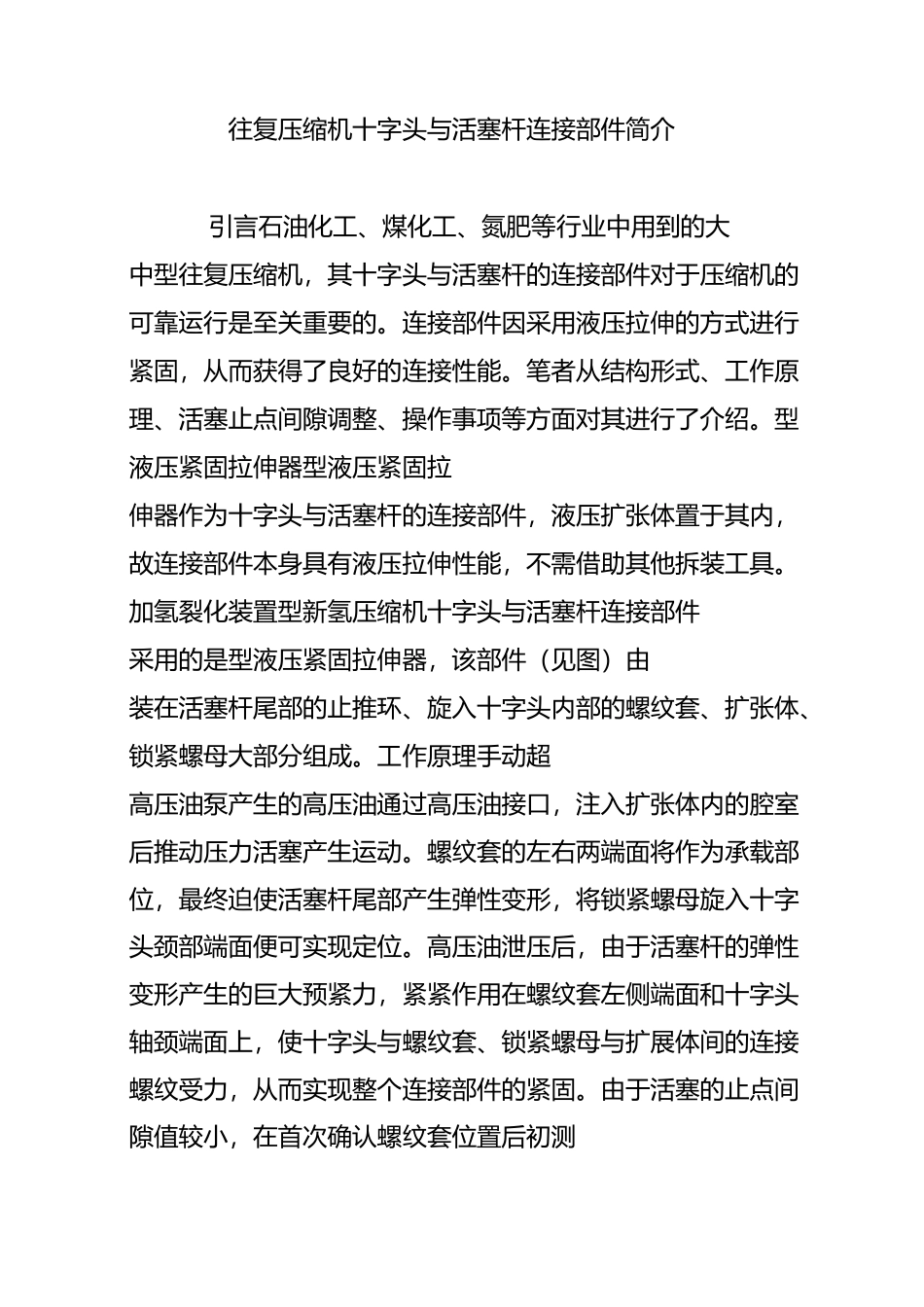
加氢裂化装置型新氢压缩机十字头与活塞杆连接部件采用的是型液压紧固拉伸器,该部件(见图)由装在活塞杆尾部的止推环、旋入十字头内部的螺纹套、扩张体、锁紧螺母大部分组成
工作原理手动超高压油泵产生的高压油通过高压油接口,注入扩张体内的腔室后推动压力活塞产生运动
螺纹套的左右两端面将作为承载部位,最终迫使活塞杆尾部产生弹性变形,将锁紧螺母旋入十字头颈部端面便可实现定位
高压油泄压后,由于活塞杆的弹性变形产生的巨大预紧力,紧紧作用在螺纹套左侧端面和十字头轴颈端面上,使十字头与螺纹套、锁紧螺母与扩展体间的连接螺纹受力,从而实现整个连接部件的紧固
由于活塞的止点间隙值较小,在首次确认螺纹套位置后初测止点间隙时,盘车撞缸的风险很大
笔者曾经历过盘车撞缸,造成连接部件螺纹咬合损坏的尴尬场景
为了规避此风险,建议采取“缸盖先不装配,内止点间隙值预留够大,然后逐渐调小内止点间隙值”的办法
()为了提高下次检修在此环节的装配效率,避免撞缸,在完成上述步骤后,打压松脱锁紧螺母,拆卸调整环与螺纹套间的紧定螺钉,仅旋转调整环使其与十字头轴颈端面贴合,复上紧定螺钉
此做法的目的在于很容易地将螺纹套选入十字头内的位置固化,下次检修时装配人员不依赖于拆卸时对螺纹套位置的记忆或标识,可将活塞(杆)一次装配到位
结构特点及操作事项()活塞杆尾部采取缩颈结构的目的在于容易被拉伸,检修人员应关注其