实木门工艺流程 1、 主要内容: 本规程规定了木门、门框的生产工艺、 2、 生产工艺流程图: 2
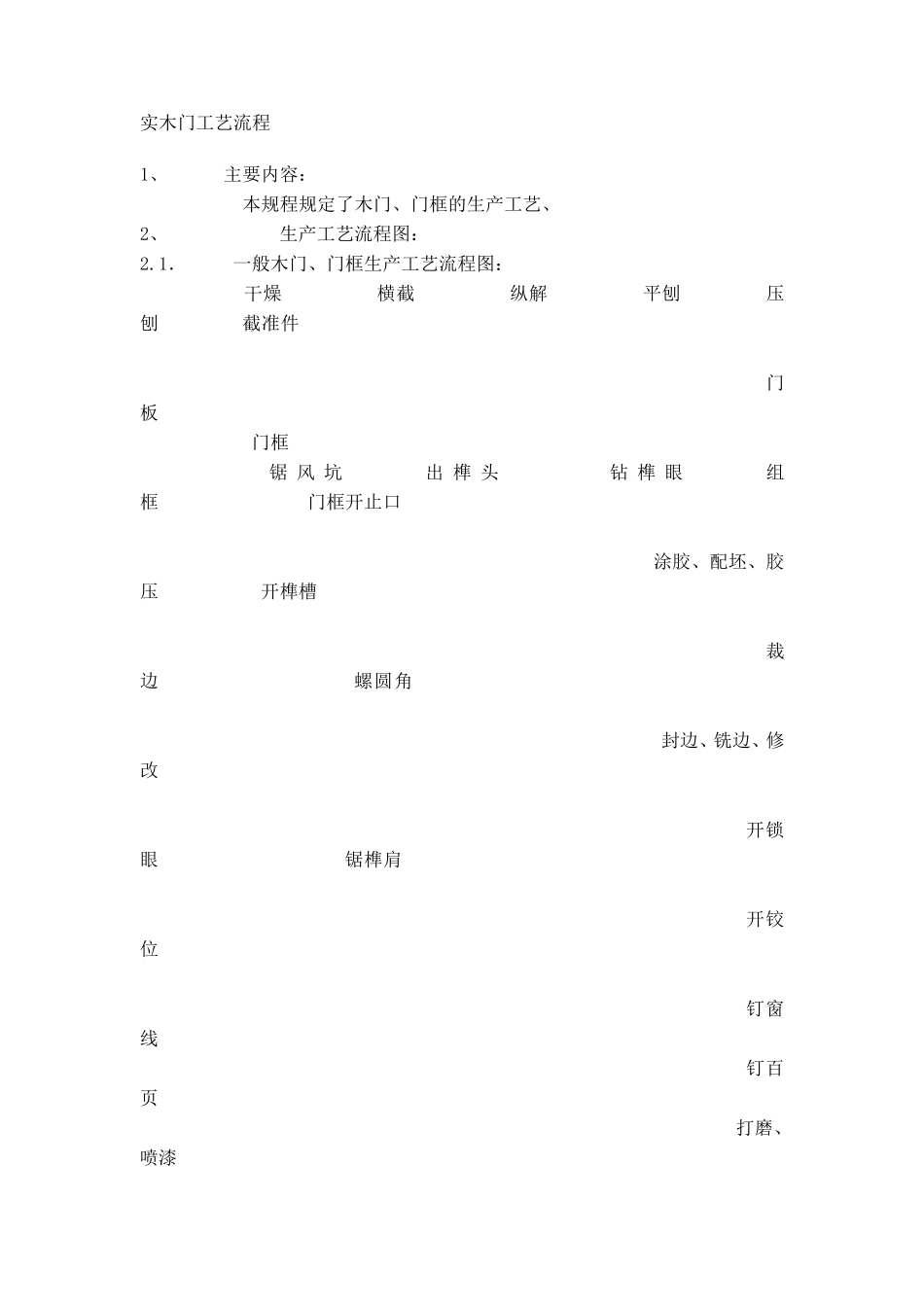
1. 一般木门、门框生产工艺流程图: 干燥 横截 纵解 平刨 压刨 截准件 门板 门框 锯 风 坑 出 榫 头 钻 榫 眼 组框 门框开止口 涂胶、配坯、胶压 开榫槽 裁边 螺圆角 封边、铣边、修改 开锁眼 锯榫肩 开铰位 钉窗线 钉百页 打磨、喷漆 2
当生产的木门,门框较特殊时,其工艺流程允许有所改动
3、 各工序的加工工艺要求 3
见《木材干燥工艺规程》(HL/T9
2 横 截 3
基本工艺和操作要求:根据图纸的长度尺寸加上约10MM 的加工余量进行锯切,同时,除去材料中不符合选材要求的缺陷部份(如开裂、腐朽、死节等)
截料应在材料长度方向长短搭配,做到长材不短用,从而提高木材利用率
使用材料、设备:开料锯
质量要求:锯成材必须符合选材标准的规定,尺寸只允许正误差,不允许有负误差
质量记录:“开料通知单” 3
1 基本工艺和操作要求:根据毛料宽度在工作台上设置定位档块
其加工余量因材料用途、长度不同而各有规定
内部料:长度小于1M,加工余量为2-5MM; 长度大于1M,加工余量为3-6MM
面料:加工余量为3-6MM
同时,为用材合理,面料应选用优质材,内部料次之
使用材料:具有长度规格,宽度待定的毛料
设备:开料锯
质量要求:锯成材即毛料尺寸规格只允许正误差,不允许负误差出 现
质量记录:“开料通知单”
基本工艺和操作要求:开机前,将平刨后工作台表面调正在与柱形 刀 头 切削 的同一 切线 上,保 持 前后工作台平行,确 定一 次刨削 量,通常 定为1