怎样绘制毛坯图
铸 件 毛 坯 图 : 在 零 件 图 的 基 础 上 根 据 工 艺 要 求 添 加 适 当 的 加 工 余 量 , 并 去 掉 机 加产 生 孔 和 沟 槽 ( 形 象 地 说 就 是 把 机 加 工 切 除 的 那 部 分 还 回 去 )
用 双 点 划 线 画 出 零 件 轮 廓 ;剖 面 图 中 加 工 余 量 、不 铸 孔 及 沟 槽 用 正 方 形 网 纹 线( 即零 件 原 有 剖 面 线 上 附 加 与 之 垂 直 的 剖 面 线 而 成 ); 毛 坯 轮 廓 用 粗 实 线
用 细 实 线 画 出分 型 面 , 并 标 注 “上 ”“下”字样, 以说 明浇注 位置
标 注 :①只标 注 特殊铸 造圆角和 起模斜度, 相同的 统一在 技术要 求 中 说 明
②尺寸标 注 :方 法一标 注 零 件 尺寸, 向外标 注 加 工 余 量 ; 方 法二标 注 铸 件尺寸, 向内标 注 加 工 余 量
第 一步 加工余量 1
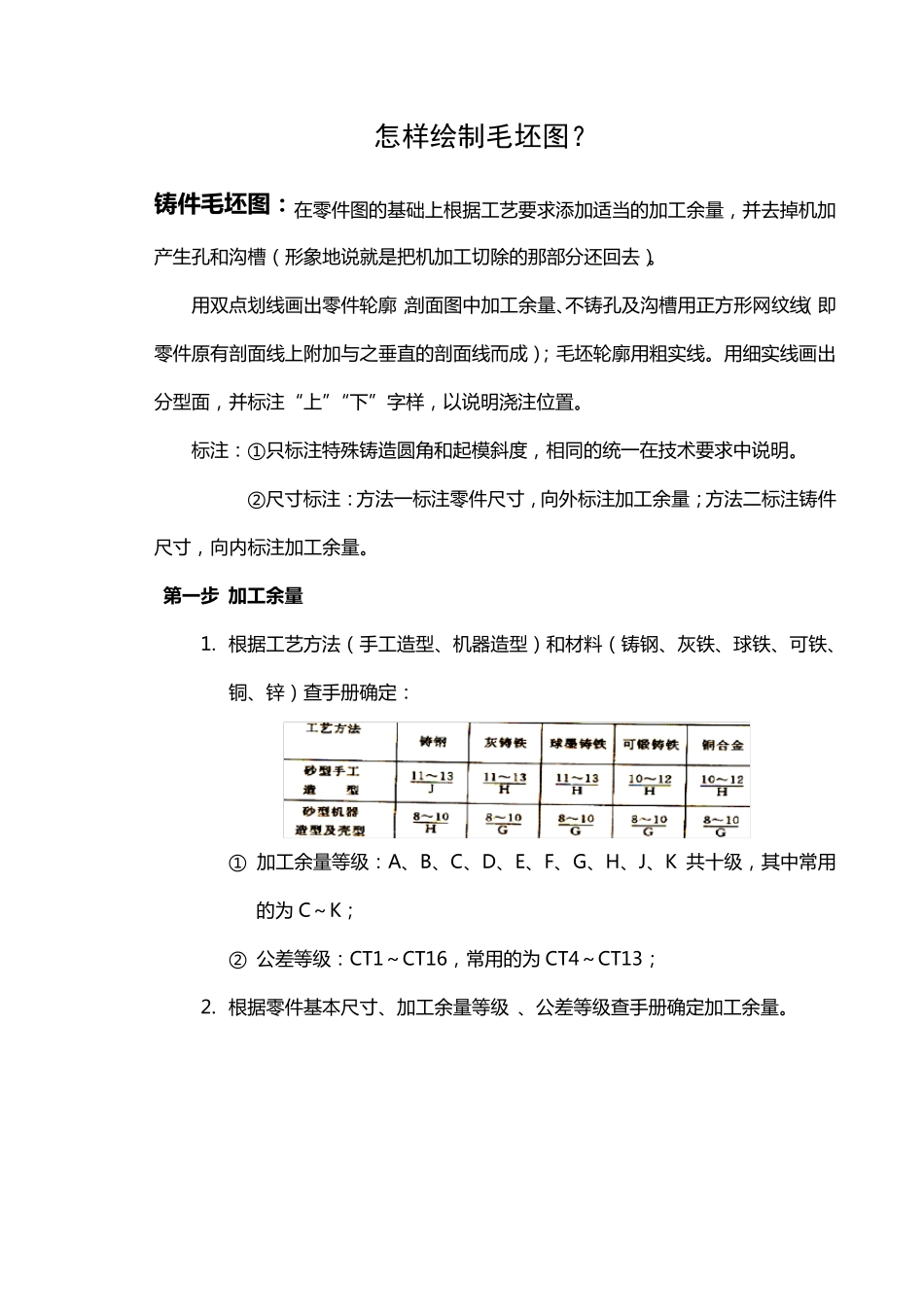
根 据 工 艺 方 法( 手工 造型 、 机 器造型 ) 和 材料( 铸 钢、 灰铁、 球铁、 可铁、铜、 锌) 查手册确定: ① 加 工 余 量 等级:A、 B、 C、 D、 E、 F、 G、 H、 J、 K 共十级, 其中 常用的 为 C~K; ② 公差等级:CT1~CT16, 常用 的 为 CT4~CT13; 2
根 据 零 件 基 本尺寸、 加 工 余 量 等级 、 公差等级查手册确定加 工 余 量
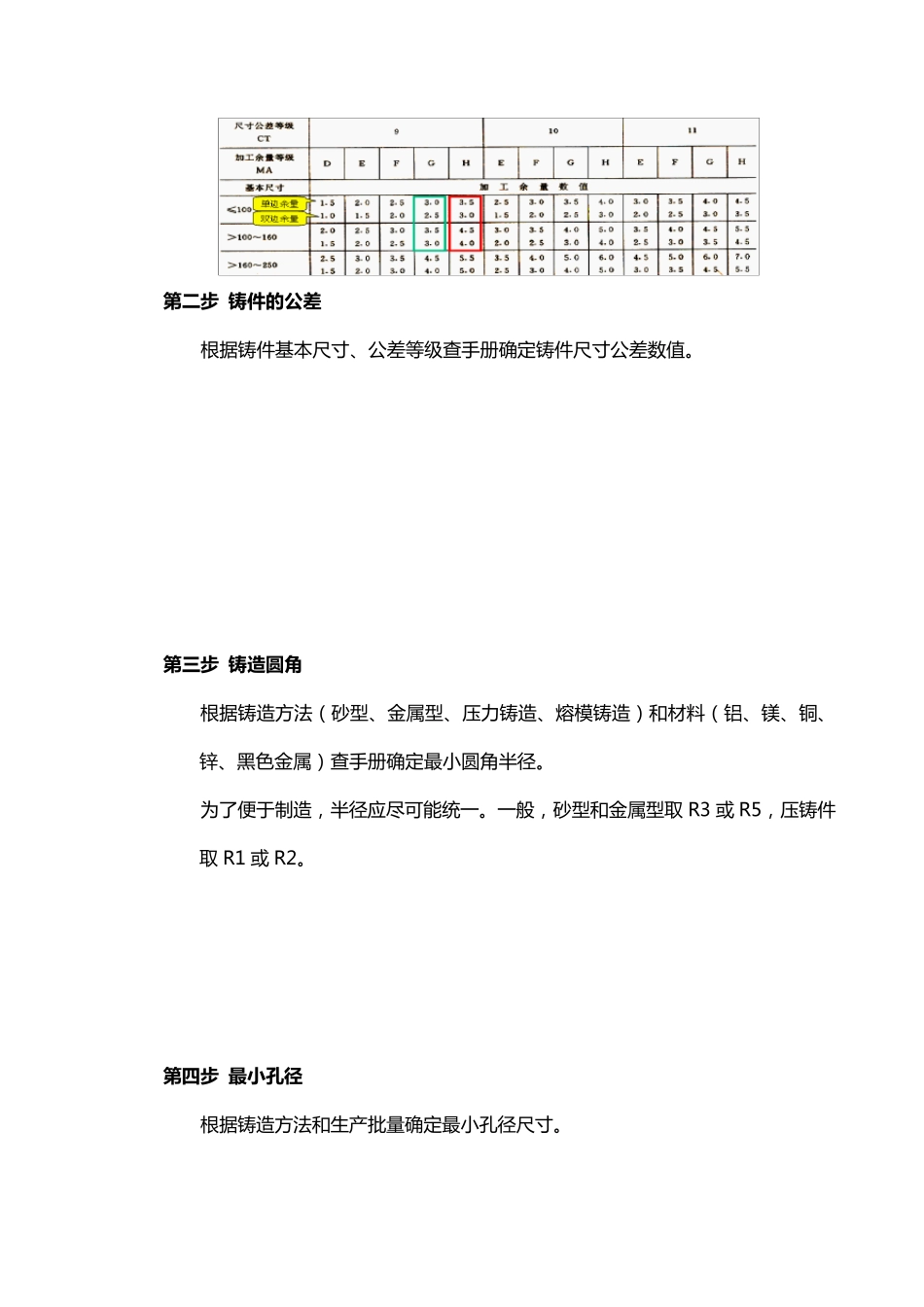
第 二 步 铸 件 的 公 差 根 据 铸 件 基 本 尺 寸 、公差等级查手册确定铸 件 尺 寸 公差数值
第 三步 铸 造圆角 根 据 铸 造方法(砂型、金属型、压力铸 造、熔模铸 造)和材料(铝、镁、铜、锌、黑色金属)查手册确定最小圆角半径
为了便于制造,半径应尽可能统一
一般,砂型和金属型