0 目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范
0 范围:此规范适用于各类端子压着检验
制造部:依此规范进行生产
品保部:负责依此规范进行检验
0 内容:5
端子正确铆压标准:5
端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的 1/2 或 2/3 的位置即可
端子的内模压着导体后外露部分须超过 0
正确铆压见:如附图一
端子不良铆压标准:5
绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落
绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落
尾料切断部分,所剩下之料头超过 1mm
端子内模有导体外露(分叉)
导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与5
导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落•如附图七
端子内模压着突嘴过大(超过内模的 1/3)
端子内模导体压着高度测量方式:如附图九5
端子外模绝缘外被压着检验方式:5
导体外被压着后需将导线做上下 90 度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整
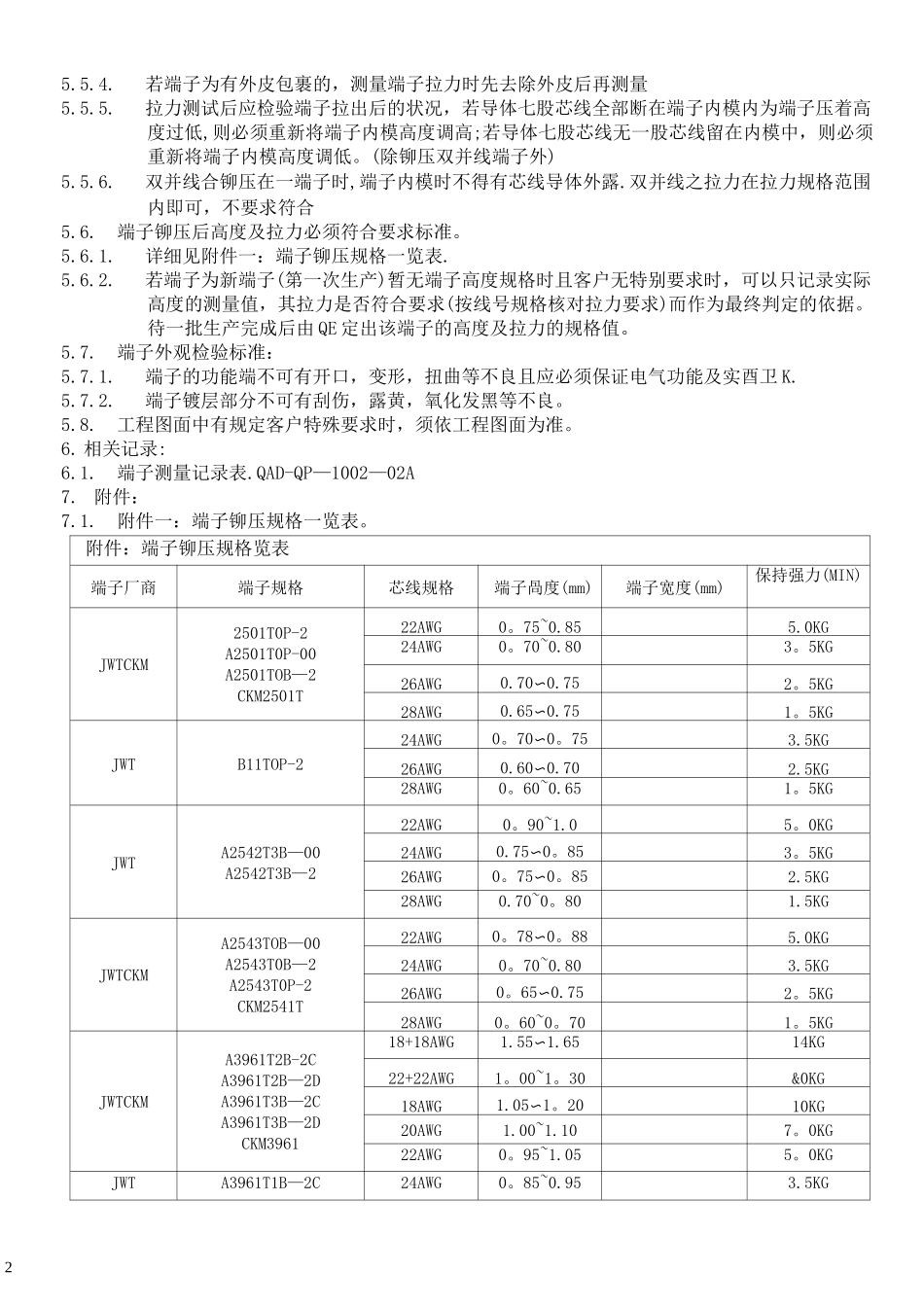
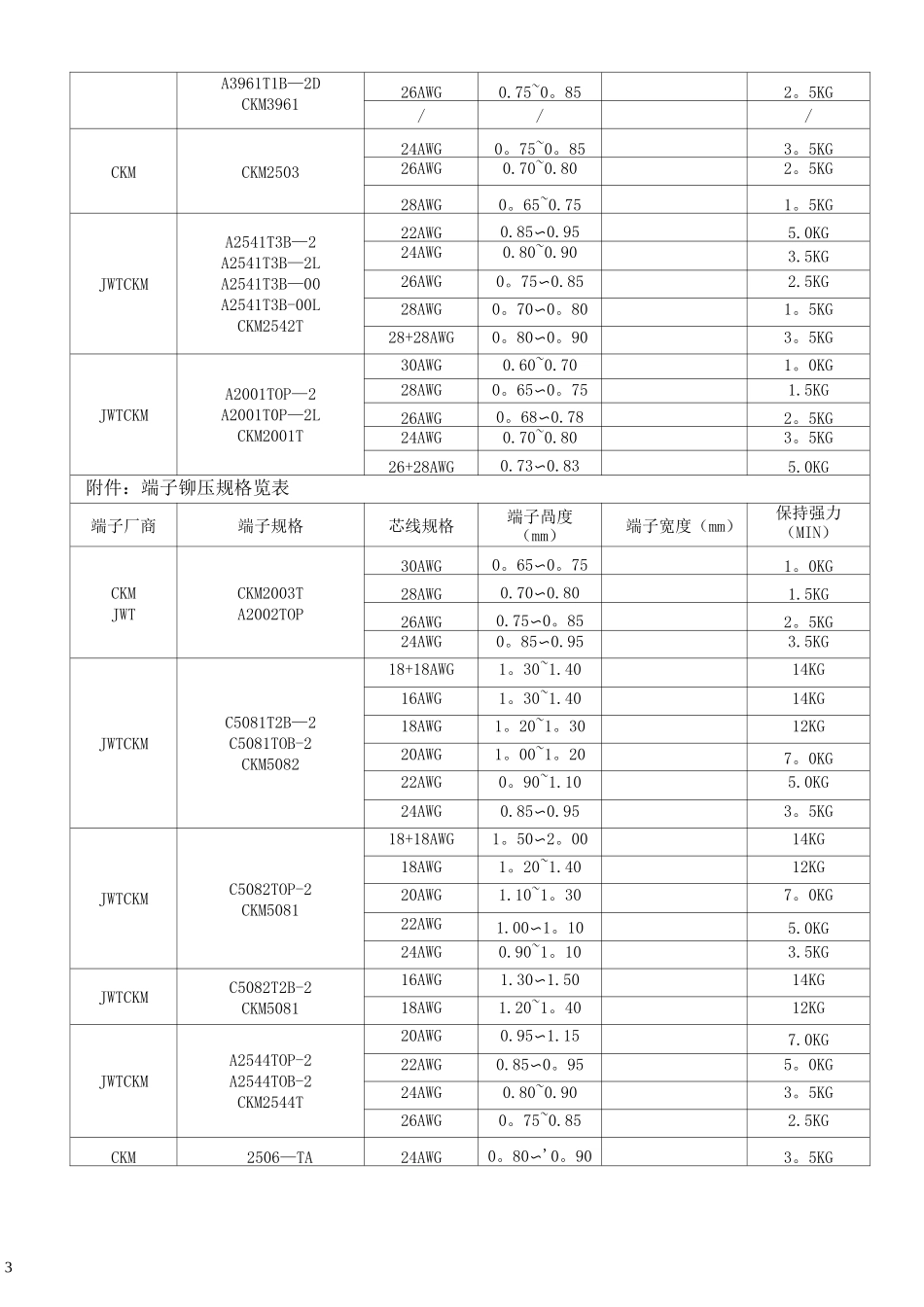
端子内模导体拉力测试及检验方式:如附图十一
测试长度以 150mm 左右为标准5
脱去外被 20mm 左右
以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力
若端子为有外皮包裹的,测量端子