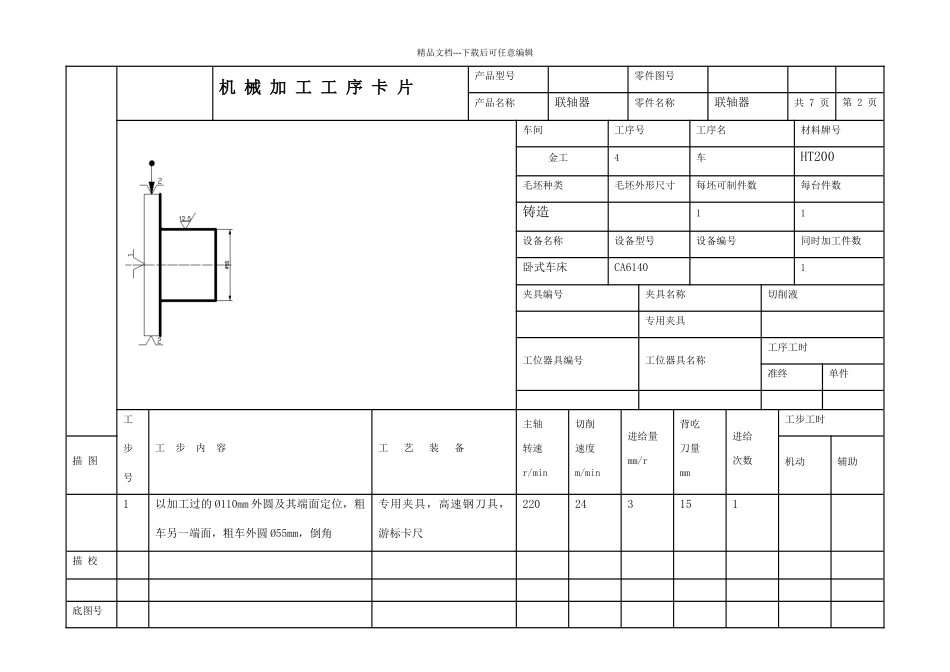
精品文档---下载后可任意编辑机 械 加 工 工 序 卡 片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 1 页车间工序号工序名材料牌号 金工3车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描 图机动辅助1以 Ø55mm 处外圆及其端面定位,粗车半精车外圆 Ø110mm 及端面专用夹具,高速钢刀具,游标卡尺220243151描 校精品文档---下载后可任意编辑底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期精品文档---下载后可任意编辑机 械 加 工 工 序 卡 片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 2 页车间工序号工序名材料牌号 金工4车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工 步 内 容工 艺 装 备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描 图机动辅助1以加工过的 Ø110mm 外圆及其端面定位,粗车另一端面,粗车外圆 Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220243151描 校底图号精品文档---下载后可任意编辑装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期精品文档---下载后可任意编辑机 械 加 工 工 序 卡 片产品型号零件图号产品名称联轴器零件名称联轴器