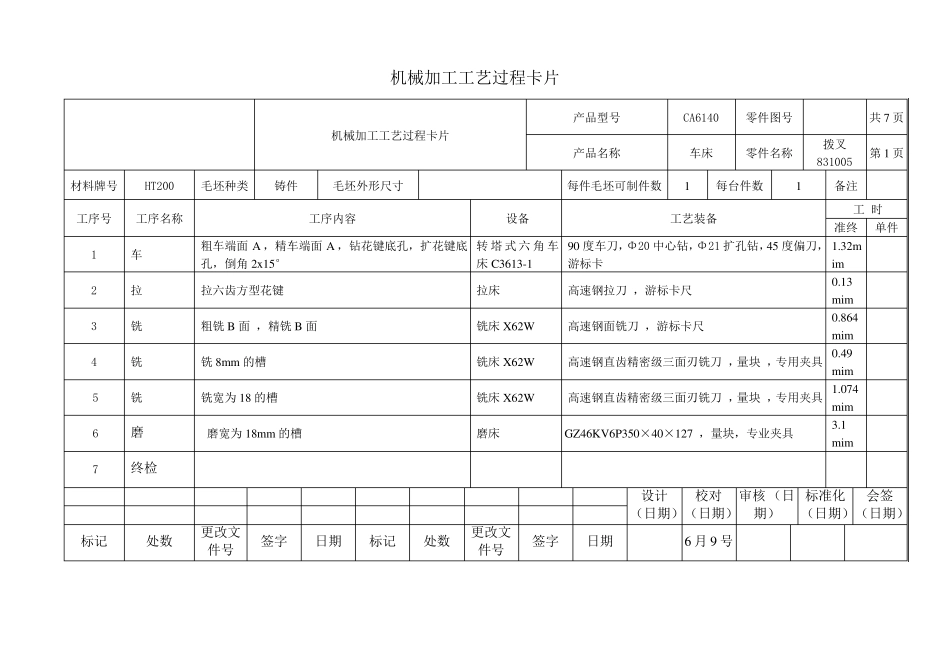
机械加工工艺过程卡片 机械加工工艺过程卡片 产品型号 CA6140 零件图号 共7 页 产品名称 车床 零件名称 拨叉 831005 第1 页 材料牌号 HT200 毛坯种类 铸件 毛坯外形尺寸 每件毛坯可制件数 1 每台件数 1 备注 工序号 工序名称 工序内容 设备 工艺装备 工 时 准终 单件 1 车 粗车端面A ,精车端面A ,钻花键底孔,扩花键底孔,倒角2x15° 转 塔 式 六 角车床C3613-1 90 度车刀,Φ20 中心钻,Φ21 扩孔钻,45 度偏刀,游标卡 1
32mim 2 拉 拉六齿方型花键 拉床 高速钢拉刀 ,游标卡尺 0
13 mim 3 铣 粗铣 B 面 ,精铣 B 面 铣床X62W 高速钢面铣刀 ,游标卡尺 0
864mim 4 铣 铣 8mm 的槽 铣床X62W 高速钢直齿精密级三面刃铣刀 ,量块 ,专用夹具 0
49 mim 5 铣 铣宽为 18 的槽 铣床X62W 高速钢直齿精密级三面刃铣刀 ,量块 ,专用夹具 1
074 mim 6 磨 磨宽为 18mm 的槽 磨床 GZ46KV6P350×40×127 ,量块,专业夹具 3
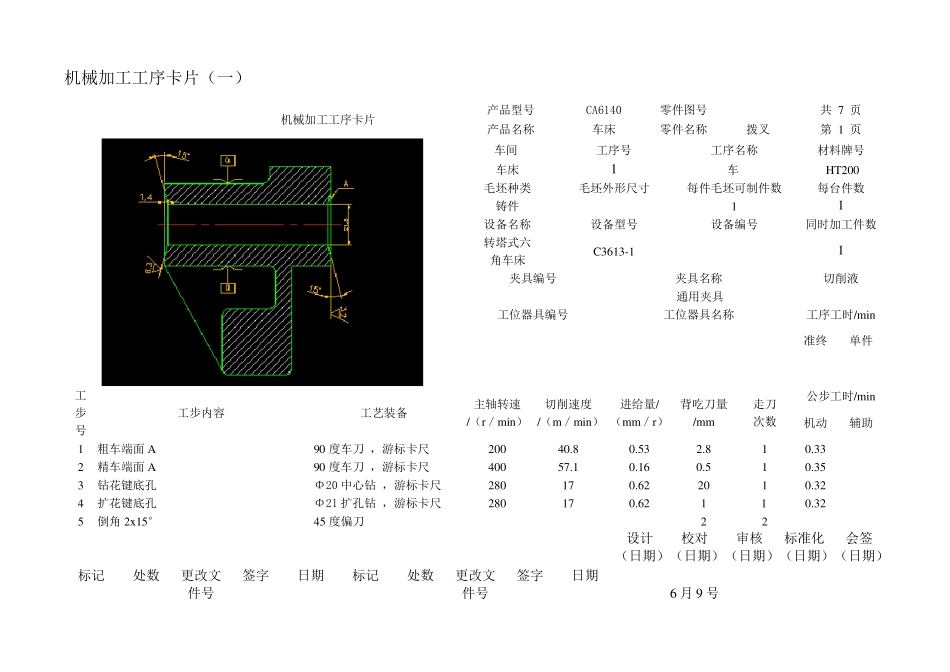
1 mim 7 终检 设计 (日期) 校对 (日期) 审核 (日期) 标准化(日期) 会签 (日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 6 月 9 号 机械加工工序卡片(一) 机械加工工序卡片 产品型号 CA6140 零件图号 共 7 页 产品名称 车床 零件名称 拨叉 第 1 页 车间 工序号 工序名称 材料牌号 车床 1 车 HT200 毛坯种类 毛坯外形尺寸 每件毛坯可制件数 每台件数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 转塔式六 角车床 C3613-1 1 夹具编号 夹具名称 切削液 通用夹具 工位器具编号 工位器具名称 工序工时/min 准终