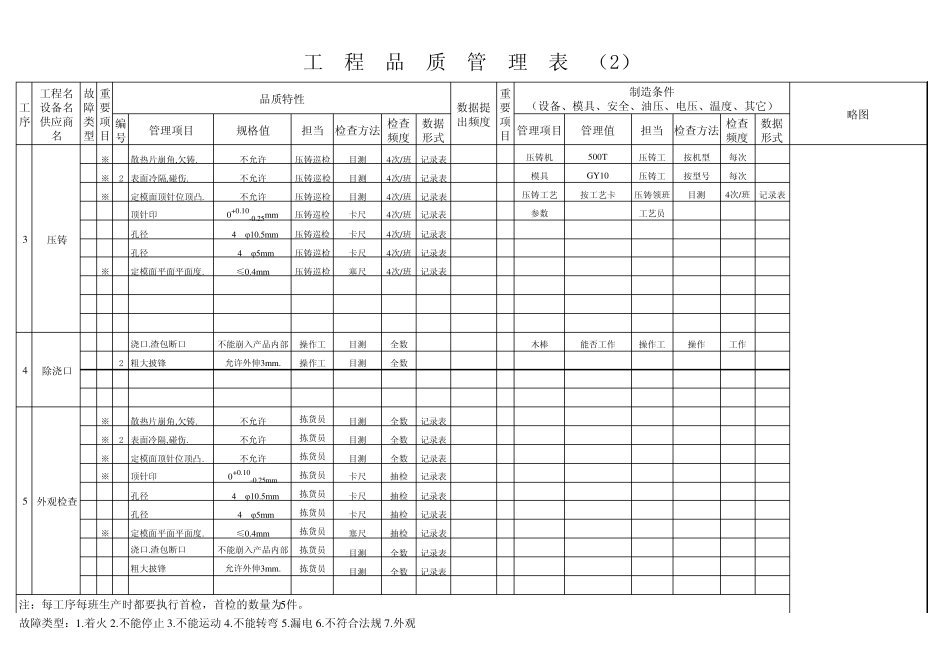
编号管理项目 规格值担当检查方法检查频度数据形式管理项目管理值担当检查方法检查频度数据形式※1 散热片崩角,欠铸
不允许压铸巡检目测4次/班记录表压铸机500T压铸工按机型每次※2表面冷隔,碰伤
不允许压铸巡检目测4次/班记录表模具GY10压铸工按型号每次※3 定模面顶针位顶凸
不允许压铸巡检目测4次/班记录表压铸工艺按工艺卡压铸领班目测4次/班记录表4 顶针印0+0
25mm压铸巡检卡尺4次/班记录表参数工艺员5 孔径4-φ10
5mm压铸巡检卡尺4次/班记录表6 孔径4-φ5mm压铸巡检卡尺4次/班记录表※7 定模面平面平面度
4mm压铸巡检塞尺4次/班记录表1 浇口
渣包断口不能崩入产品内部操作工目测全数木棒能否工作操作工操作工作2粗大披锋允许外伸3mm
操作工目测全数※1 散热片崩角,欠铸
不允许拣货员目测全数记录表※2表面冷隔,碰伤
不允许拣货员目测全数记录表※3 定模面顶针位顶凸
不允许拣货员目测全数记录表※4 顶针印0+0
25mm拣货员卡尺抽检记录表5 孔径4-φ10
5mm拣货员卡尺抽检记录表6 孔径4-φ5mm拣货员卡尺抽检记录表※7 定模面平面平面度
4mm拣货员塞尺抽检记录表8 浇口
渣包断口不能崩入产品内部拣货员目测全数记录表9 粗大披锋允许外伸3mm
拣货员目测全数记录表3压铸4除浇口工程名设备名供应商名外观检查5故障类型重要项目略图工 程 品 质 管 理 表 (2)注:每工序每班生产时都要执行首检,首检的数量为5件
故障类型:1
不能停止 3
不能运动 4
不能转弯 5
不符合法规 7
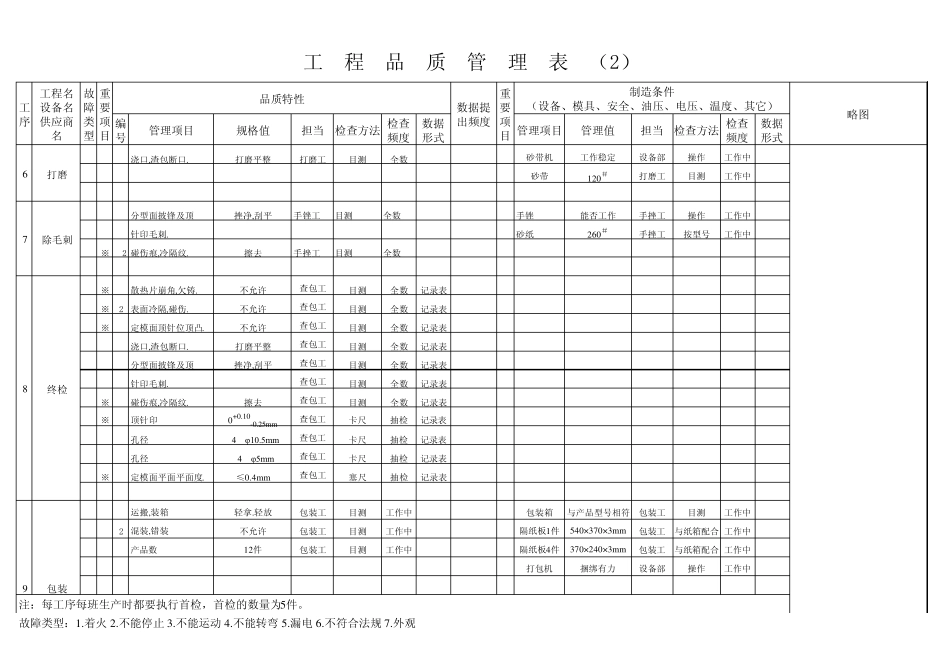
外观品质特性数据提出频度重要项目制造条件(设备、模具、安全、油压、电压、温度、其它)工序编号管理项目 规格值担当检查方法检查频度数据形式管理项目管理值担当检查方法检查频度数据形式1 浇口,渣包断口
打磨平整 打