三峡大学 机械制造技术基础 课程设计 题目:钻削 D 孔 姓名:*** 学号:********** 班级:网选 2 班 指导老师:*** 2012
04 目 录 一、 设计目的及要求 二、 零件分析 三、 制定加工工艺路线 四、 毛坯尺寸、机械加工余量及工序尺寸的确定 五、 设计各工序所需的夹具 六、 机械加工工艺过程卡和机械加工工序卡 七、 小结 八、 参考文献 一 、设计目的及要求 掌握编制零件机械加工工艺规程的方法,能正确解决中等复杂程度零件在加工中的工艺问题
提高结构设计的能力
通过设计夹具的训练,根据被加工零件要求,设计出能保证加工技术要求、经济、高效的工艺装备
学会使用与机械加工工艺和工装设计有关的手册及图纸资料 二、零件的分析 原始资料如下: 零件材料: 45 号钢 技术要求: (1)清理毛刺; (2)调质处理,表面氧化处理
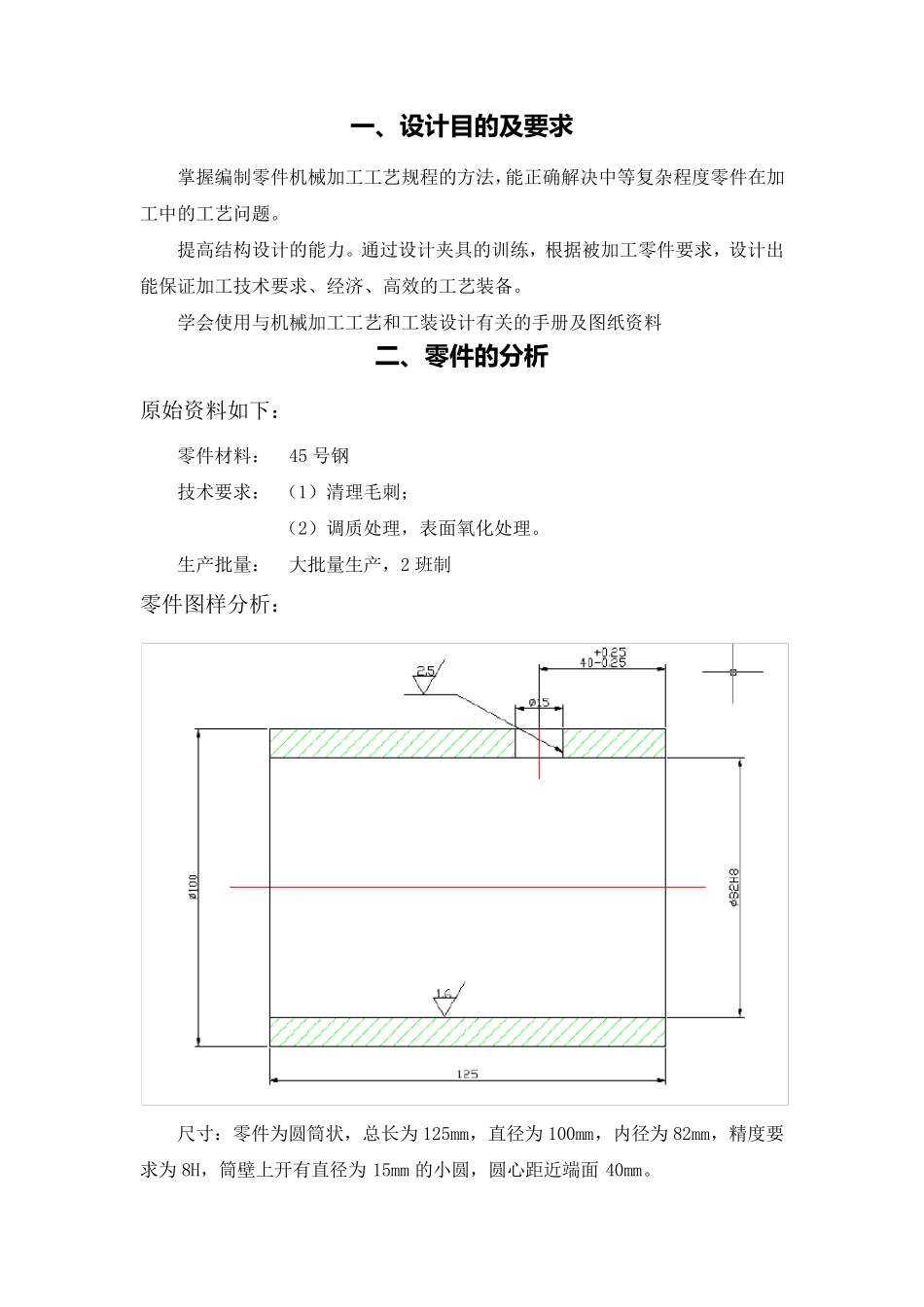
生产批量: 大批量生产,2 班制 零件图样分析: 尺寸:零件为圆筒状,总长为 125mm,直径为 100mm,内径为 82mm,精度要求为 8H,筒壁上开有直径为 15mm 的小圆,圆心距近端面 40mm
粗糙度:内径粗糙度要求为1
6um,筒壁上小圆的粗糙度要求为2
5um,其余表面的粗糙度要求均为6
3um 精度要求:筒壁上的小圆距近端面的距离偏差为上下极限偏差均为0
三 、制定加工工艺路线 制定工艺路线的出发点,适应当时零件的几何形状、尺寸精度及位置精度等技术要求得到妥善的保证
在生产纲领以确定的成批成生产条件下,可以考虑通用机床并配以专用夹具,并尽量使工序集中以提高生产率
除此以外,还要考虑经济因素,以便使生产成本降低
热处理工序安排 (1)铸造毛坯在加工前,均需安排正火或退火处理,使钢材内部晶粒细化,消除锻造应力,降低材料硬度,改善切削加工性能
(2)调质处理一般安排在粗车之后、半精车之前,以获得良