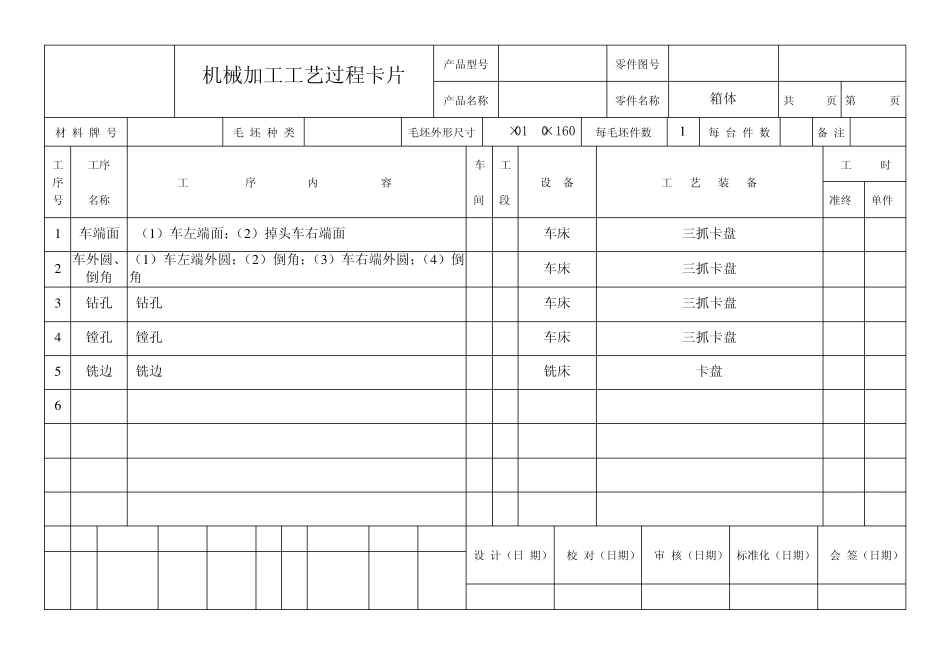
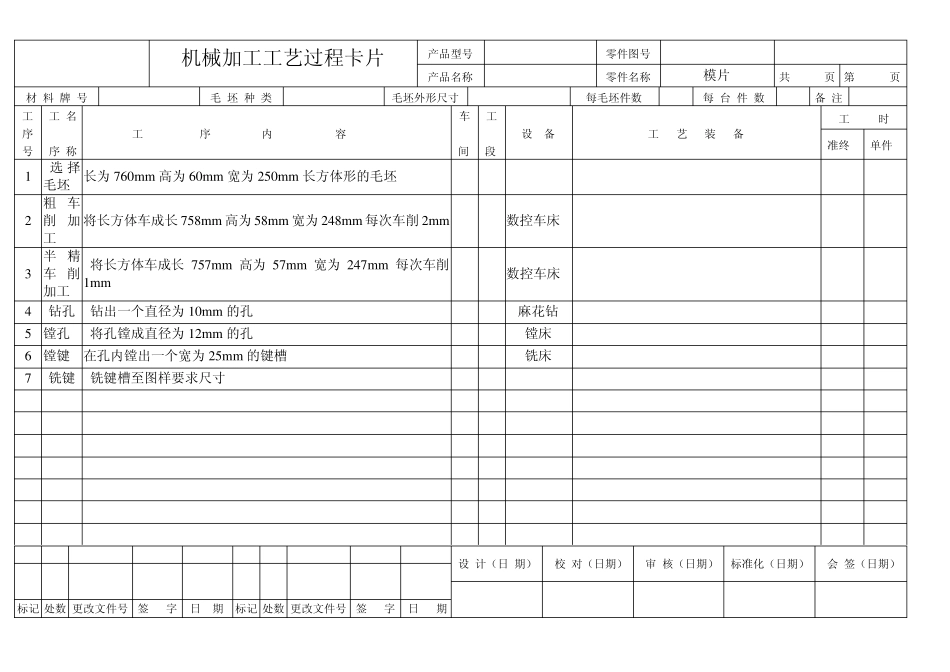
机械加工工艺过程卡片 产品型号 零件图号 产品名称 零件名称 箱体 共 页 第 页 材 料 牌 号 毛 坯 种 类 毛坯外形尺寸 250×150×160 每毛坯件数 1 每 台 件 数 备 注 工 序 号 工序 名称 工 序 内 容 车 间 工 段 设 备 工 艺 装 备 工 时 准终 单件 1 车端面 (1 )车左端面;(2 )掉头车右端面 车床 三抓卡盘 2 车外圆、倒角 (1 )车左端外圆;(2 )倒角;(3 )车右端外圆;(4 )倒角 车床 三抓卡盘 3 钻孔 钻孔 车床 三抓卡盘 4 镗孔 镗孔 车床 三抓卡盘 5 铣边 铣边 铣床 卡盘 6 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 机械加工工艺过程卡片 产品型号 零件图号 产品名称 零件名称 模片 共 页 第 页 材 料 牌 号 毛 坯 种 类 毛坯外形尺寸 760*250*60 每毛坯件数 每 台 件 数 备 注 工 序 号 工 名 序 称 工 序 内 容 车 间 工 段 设 备 工 艺 装 备 工 时 准终 单件 1 选择毛坯 长为760m m 高为60m m 宽为250m m 长方体形的毛坯 2 粗车削加工 将长方体车成长758m m 高为58m m 宽为248m m 每次车削2m m 数控车床 3 半精车削加工 将长方体车成长757m m 高为57m m 宽为247m m 每次车削1m m 数控车床 4 钻孔 钻出一个直径为10m m 的孔 麻花钻 5 镗孔 将孔镗成直径为12m m 的孔 镗床 6 镗键 在孔内镗出一个宽为25m m 的键槽 铣床 7 铣键 铣键槽至图样要求尺寸 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期 机械加工工序卡片 产品型