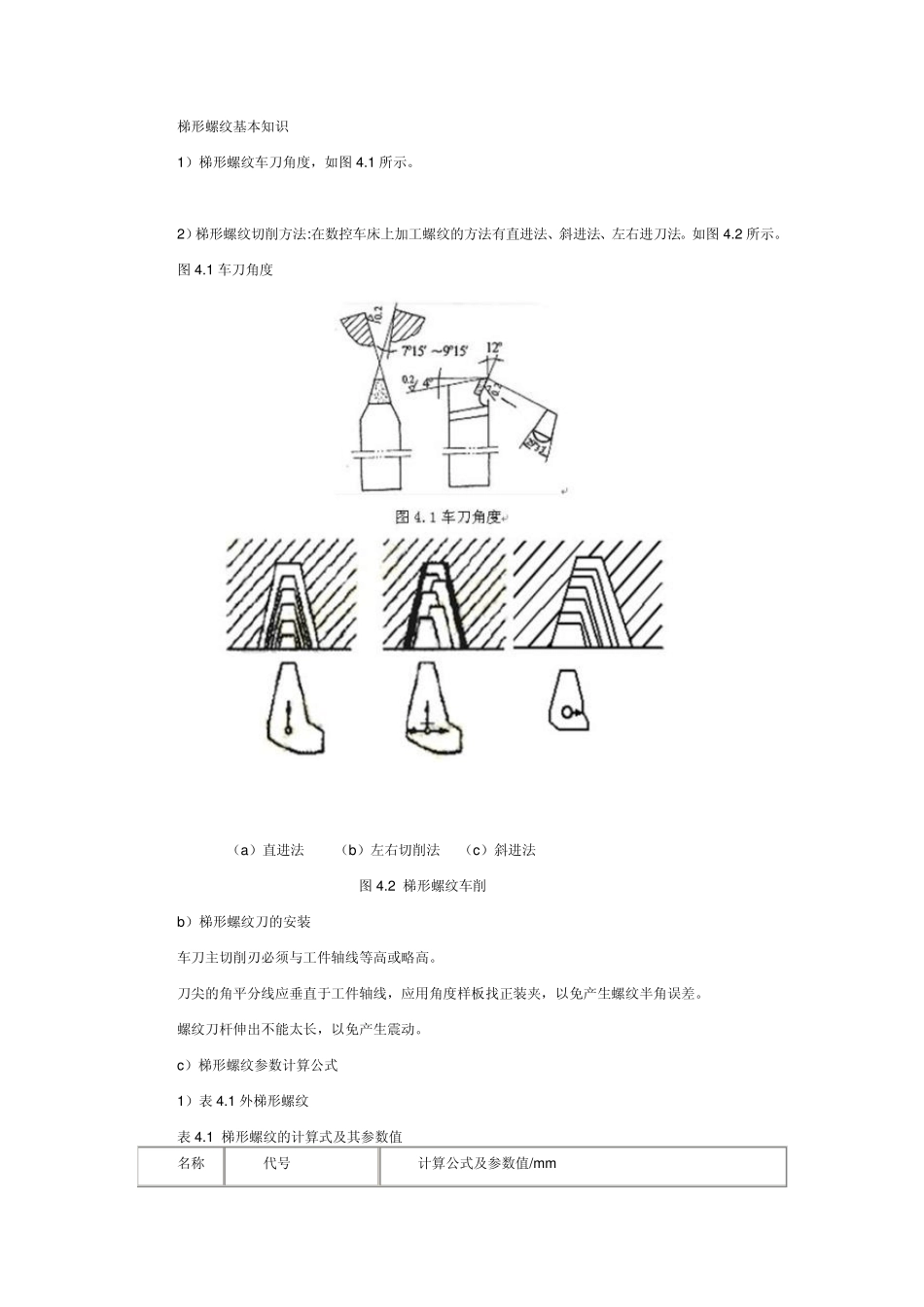
梯形螺纹基本知识 1)梯形螺纹车刀角度,如图4
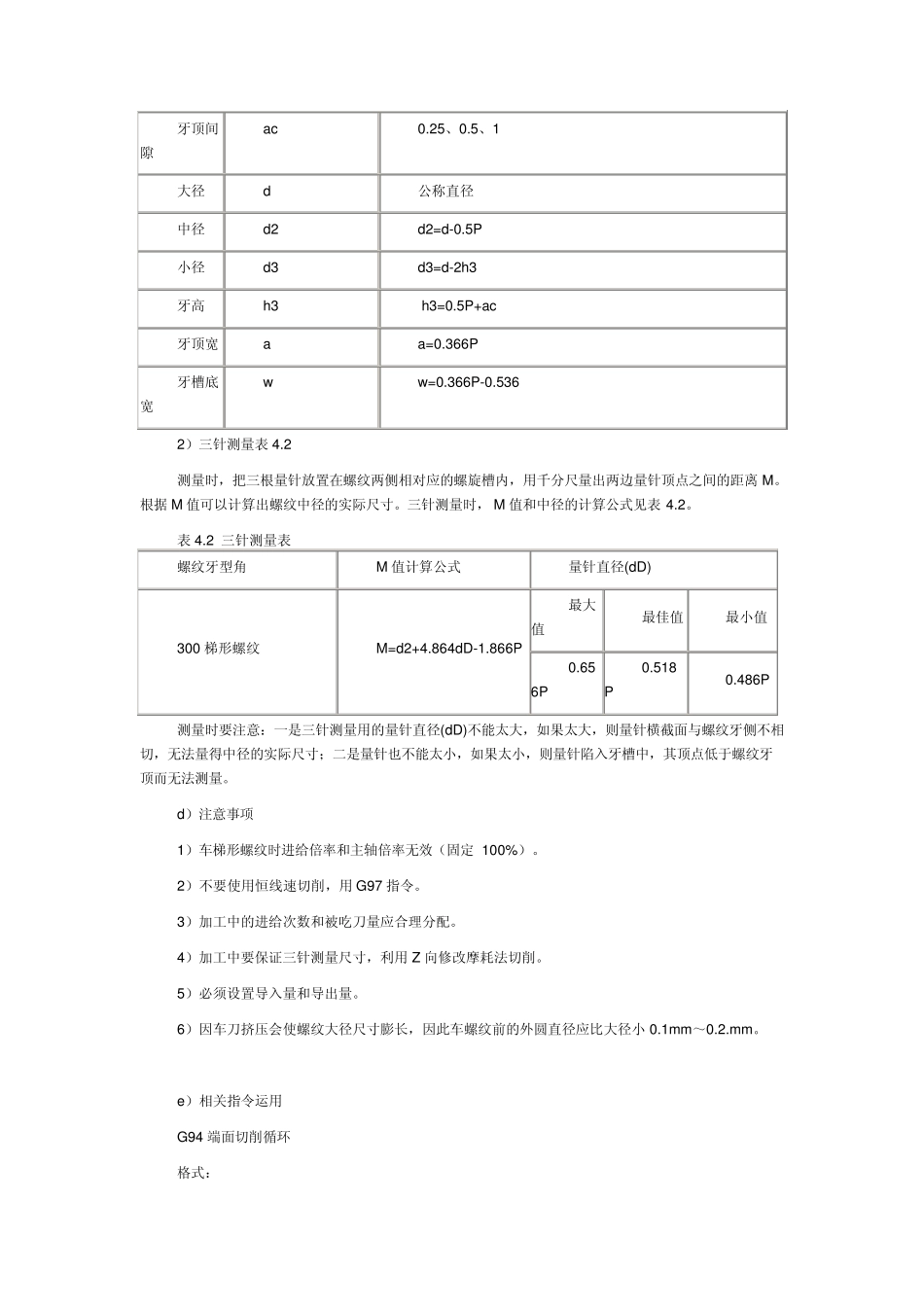
2)梯形螺纹切削方法:在数控车床上加工螺纹的方法有直进法、斜进法、左右进刀法
1 车刀角度 (a)直进法 (b)左右切削法 (c)斜进法 图4
2 梯形螺纹车削 b)梯形螺纹刀的安装 车刀主切削刃必须与工件轴线等高或略高
刀尖的角平分线应垂直于工件轴线,应用角度样板找正装夹,以免产生螺纹半角误差
螺纹刀杆伸出不能太长,以免产生震动
c)梯形螺纹参数计算公式 1)表 4
1 外梯形螺纹 表 4
1 梯形螺纹的计算式及其参数值 名称 代号 计算公式及参数值/m m 牙顶间隙 ac 0
5、1 大径 d 公称直径 中径 d2 d2=d-0
5P 小径 d3 d3=d-2h3 牙高 h3 h3=0
5P+ac 牙顶宽 a a=0
366P 牙槽底宽 w w=0
366P-0
536 2)三针测量表 4
2 测量时,把三根量针放置在螺纹两侧相对应的螺旋槽内,用千分尺量出两边量针顶点之间的距离 M
根据 M 值可以计算出螺纹中径的实际尺寸
三针测量时, M 值和中径的计算公式见表 4
2 三针测量表 螺纹牙型角 M 值计算公式 量针直径(dD) 300 梯形螺纹 M=d2+4
864dD-1
866P 最大值 最佳值 最小值 0
656P 0
518P 0
486P 测量时要注意:一是三针测量用的量针直径(dD)不能太大,如果太大,则量针横截面与螺纹牙侧不相切,无法量得中径的实际尺寸;二是量针也不能太小,如果太小,则量针陷入牙槽中,其顶点低于螺纹牙顶而无法测量
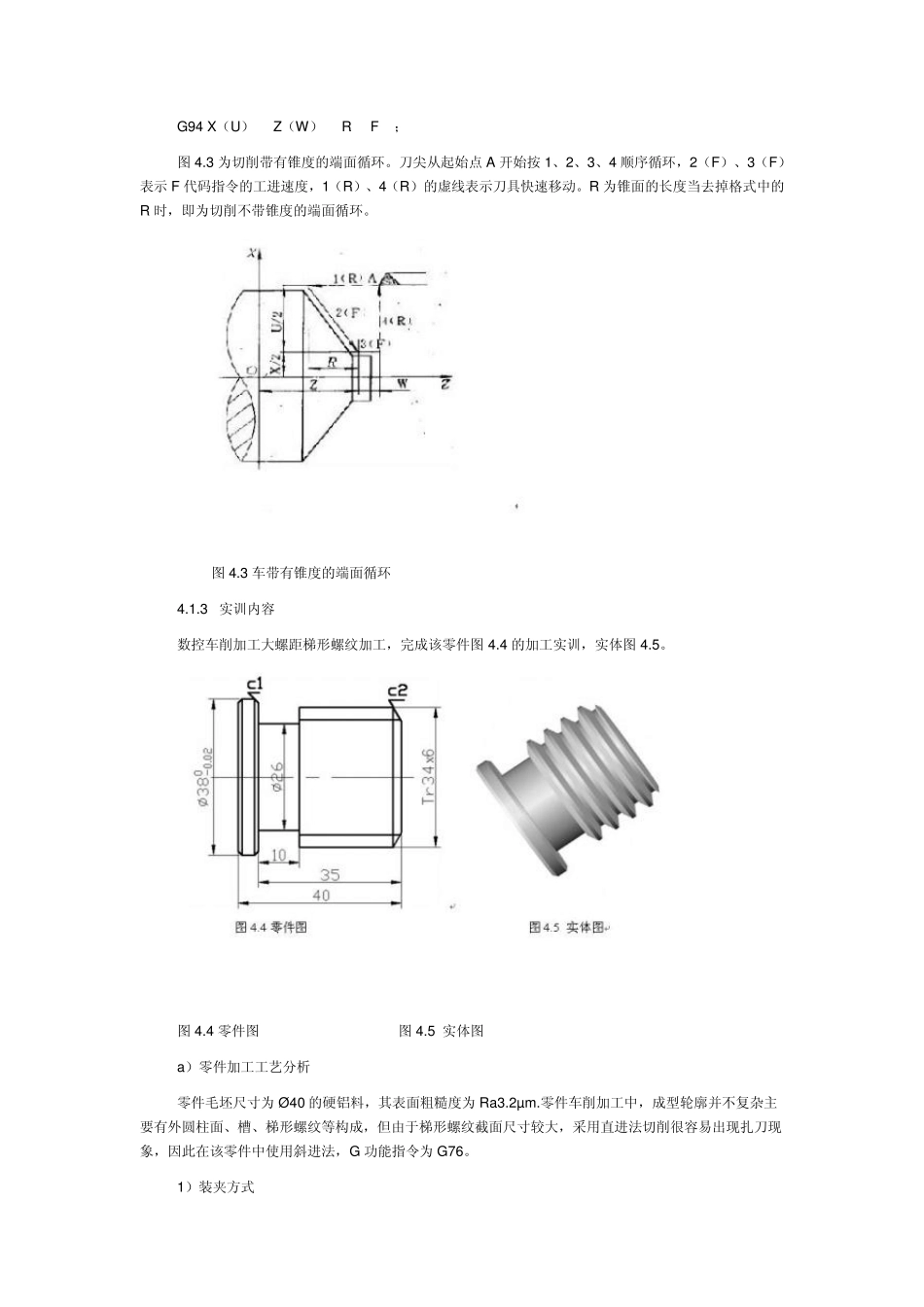
d)注意事项 1)车梯形螺纹时进给倍率和主轴倍率无效(固定 100%)
2)不要使用恒线速切削,用 G97 指令
3)加工中的进给次数和被吃刀量应合理分配
4)加工中要保证三针测量尺寸,利用 Z 向修改摩耗