张力控制专用变频器 M D330 用户手册 (v er:060
13) 第一章 概述 本手册需与《M D320 用户手册》配合使用
本手册仅介绍与卷曲张力控制有关的部分,其他的基本功能请参考《M D320 用户手册》
当张力控制模式选为无效时,变频器的功能与M D320 完全相同
M D330 用于卷曲控制,可以自动计算卷径,在卷径变化时仍能够获得恒张力效果
在没有卷径变化的场合实现恒转矩控制,建议使用M D320 变频器
选用张力控制模式后,变频器的输出频率和转矩由张力控制功能自动产生,F0 组中频率源的选择将不起作用
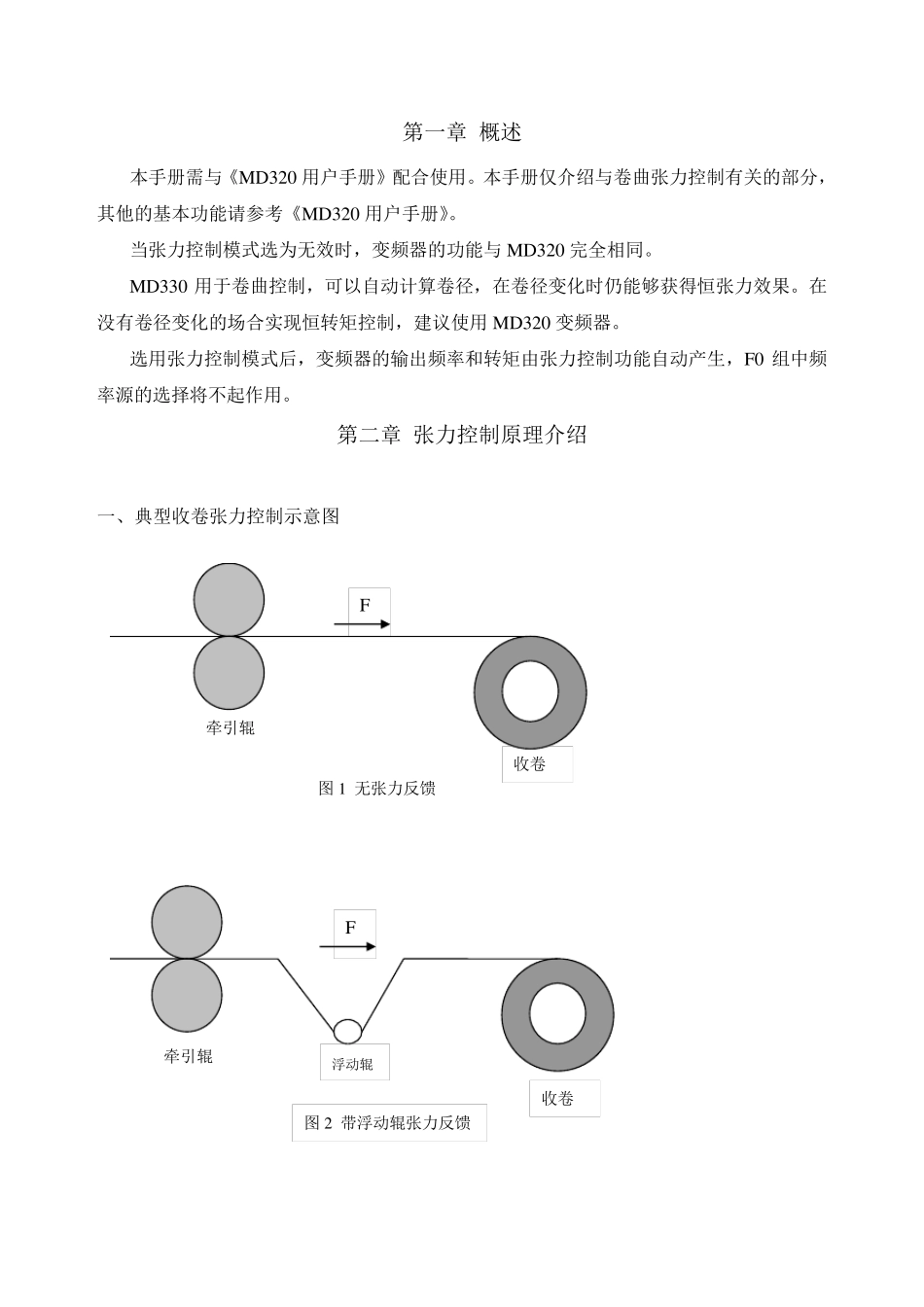
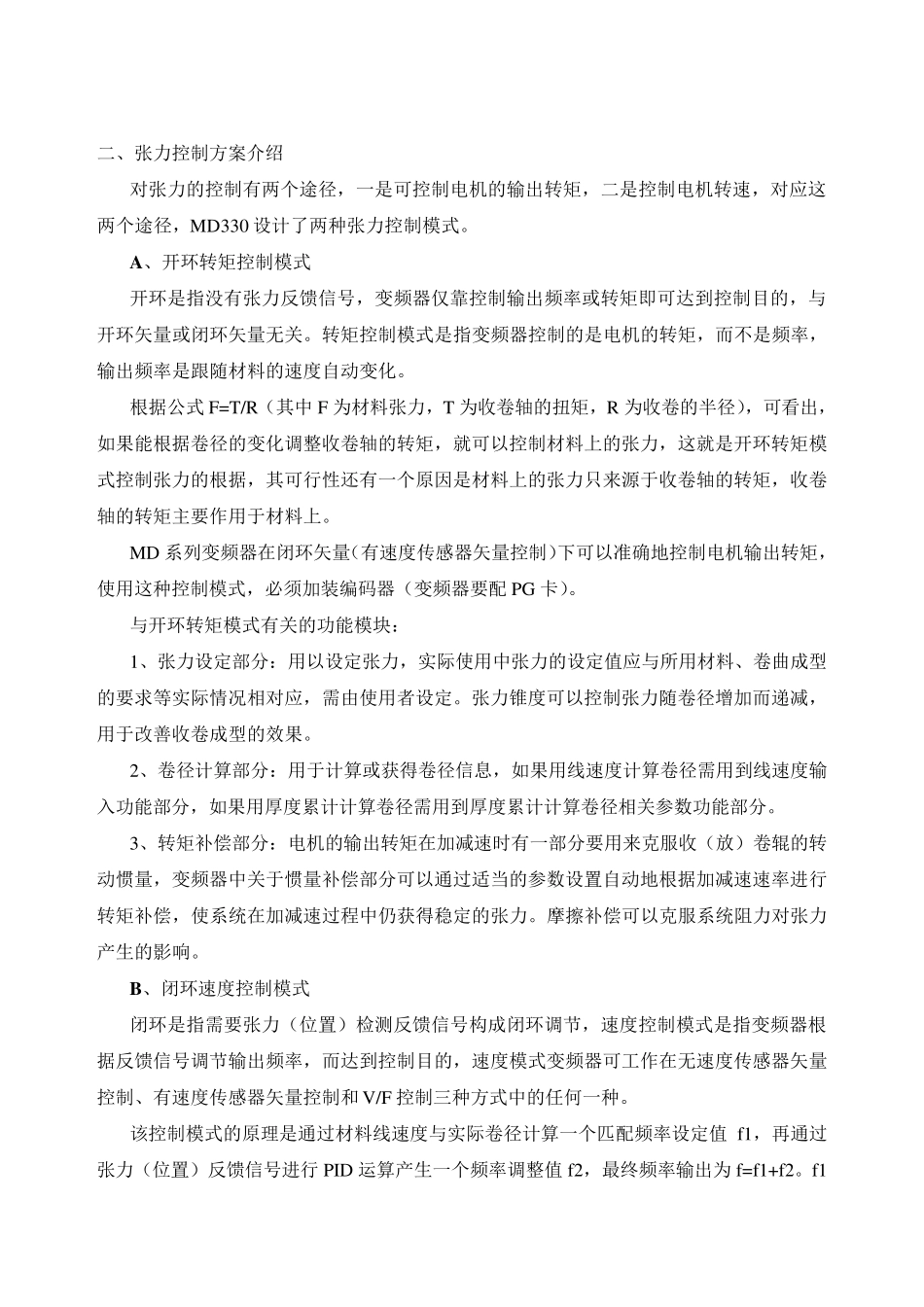
第二章 张力控制原理介绍 一、典型收卷张力控制示意图 收卷 F 牵引辊 图 1 无张力反馈 浮动辊 F 牵引辊 收卷 图 2 带浮动辊张力反馈 二、张力控制方案介绍 对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330 设计了两种张力控制模式
A、开环转矩控制模式 开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关
转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化
根据公式 F=T/R(其中 F 为材料张力,T 为收卷轴的扭矩,R 为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上
MD 系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配 PG 卡)
与开环转矩模式有关的功能模块: 1、张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定