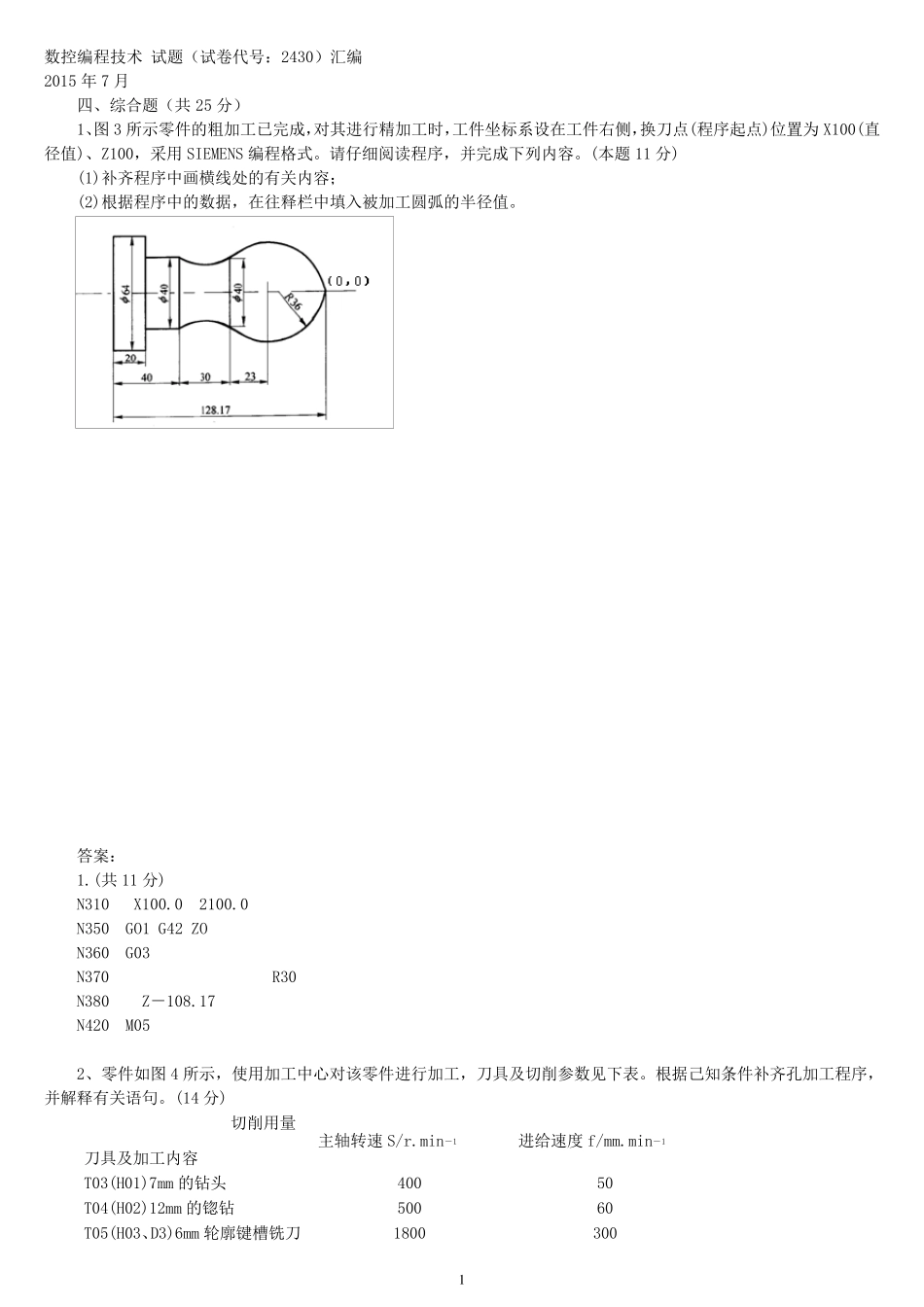
1 数控编程技术 试题(试卷代号:2430)汇编 2015 年7 月 四、综合题(共 25 分) 1、图 3 所示零件的粗加工已完成,对其进行精加工时,工件坐标系设在工件右侧,换刀点(程序起点)位置为 X100(直径值)、Z100,采用 SIEMENS 编程格式
请仔细阅读程序,并完成下列内容
(本题11 分) (1)补齐程序中画横线处的有关内容; (2)根据程序中的数据,在往释栏中填入被加工圆弧的半径值
(共 11 分) N310 X100
0 2100
0 N350 GO1 G42 ZO N360 G03 N370 R30 N380 Z-108
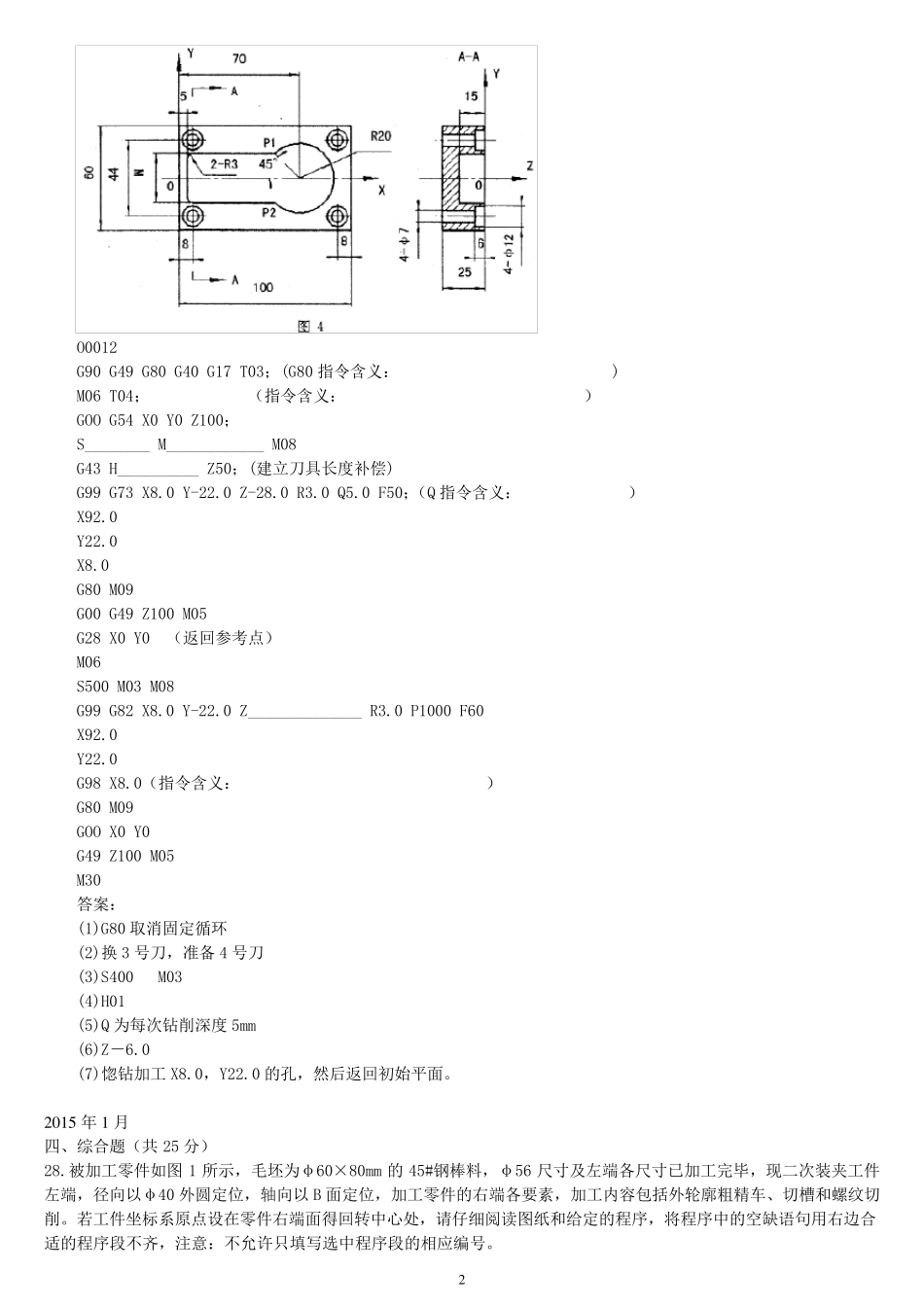
17 N420 M05 2、零件如图 4 所示,使用加工中心对该零件进行加工,刀具及切削参数见下表
根据己知条件补齐孔加工程序,并解释有关语句
(14 分) 切削用量 主轴转速 S/r
min-1 进给速度 f/mm
min-1 刀具及加工内容 T03(H01)7mm 的钻头 400 50 T04(H02)12mm 的锪钻 500 60 T05(H03、D3)6mm 轮廓键槽铣刀 1800 300 2 O0012 G90 G49 G80 G40 G17 T03;(G80 指令含义: ) M06 T04; (指令含义: ) GOO G54 X0 Y0 Z100; S________ M____________ M08 G43 H__________ Z50;(建立刀具长度补偿) G99 G73 X8
0 Y-22
0 Z-28
0 F50;(Q 指令含义: ) X92
0 G80 M09 G00 G49 Z100 M05 G28 X0 Y0 (返回参考点) M06 S500 M03 M08 G99 G82 X8
0 Y-22
0 Z______________ R3