1 滚轧直螺纹钢筋连接质量控制要点 滚轧直螺纹钢筋连接技术是根据钢材冷作硬化原理,利用相对固定的滚丝轮对钢筋进行滚轧,提高滚轧后螺纹的综合机械性能,从而达到与钢筋母材等强
滚轧直螺纹按照其成形方式的不同可分为:剥肋滚轧直螺纹、直接滚轧直螺纹、压肋滚轧直螺纹三种形式
为了控制好直螺纹钢筋连接的连接质量,特要求如下: 一、施工前准备 1 、设备调试 1 )根据所加工的钢筋规格、直径选用滚压轮型号;用调整试棒调整滚丝头内孔最小尺寸,然后更换相应规格的涨刀环,并调整好直径尺寸
2 )调整剥肋挡块及滚压行程开关位置,保证剥肋及滚压螺纹的长度
并检查限位器是否灵敏
3 )打开润滑液开关,保证水流能够平稳流出
4 )设备安装必须平稳,机床主轴轴心线应处于水平位置
2 、技术准备 1 )凡参与接头施工的操作工人,技术管理和质量管理人员,均应参加技术培训;操作工人应经考核合格后持证上岗
2 )做好技术交底
3 、材料选择 1 )材料的品种规格,套筒的规格、型号以及钢筋的品种规格必须符合设计要求
2 )操作人员须对每批进场钢筋,按不同规格进行施工前的接头连接检验(试连接),合格后方可在工程中进行施工
二、套筒检验 1 、基本要求 1 )连接套筒宜选用4 5 号优质碳素结构钢或其它经检验确认符合要求的钢 2 材
供货单位应提供质量保证书,并应符合有关钢材的现行国家标准及JGJ 107的有关规定
产品合格证应包括以下内容:型号、规格;适用钢筋的品种;连接接头的性能等级;产品批号;检验日期;质检合格签章;厂家名称、地址、电话;当有特殊要求时应表明相应的检验内容及指标
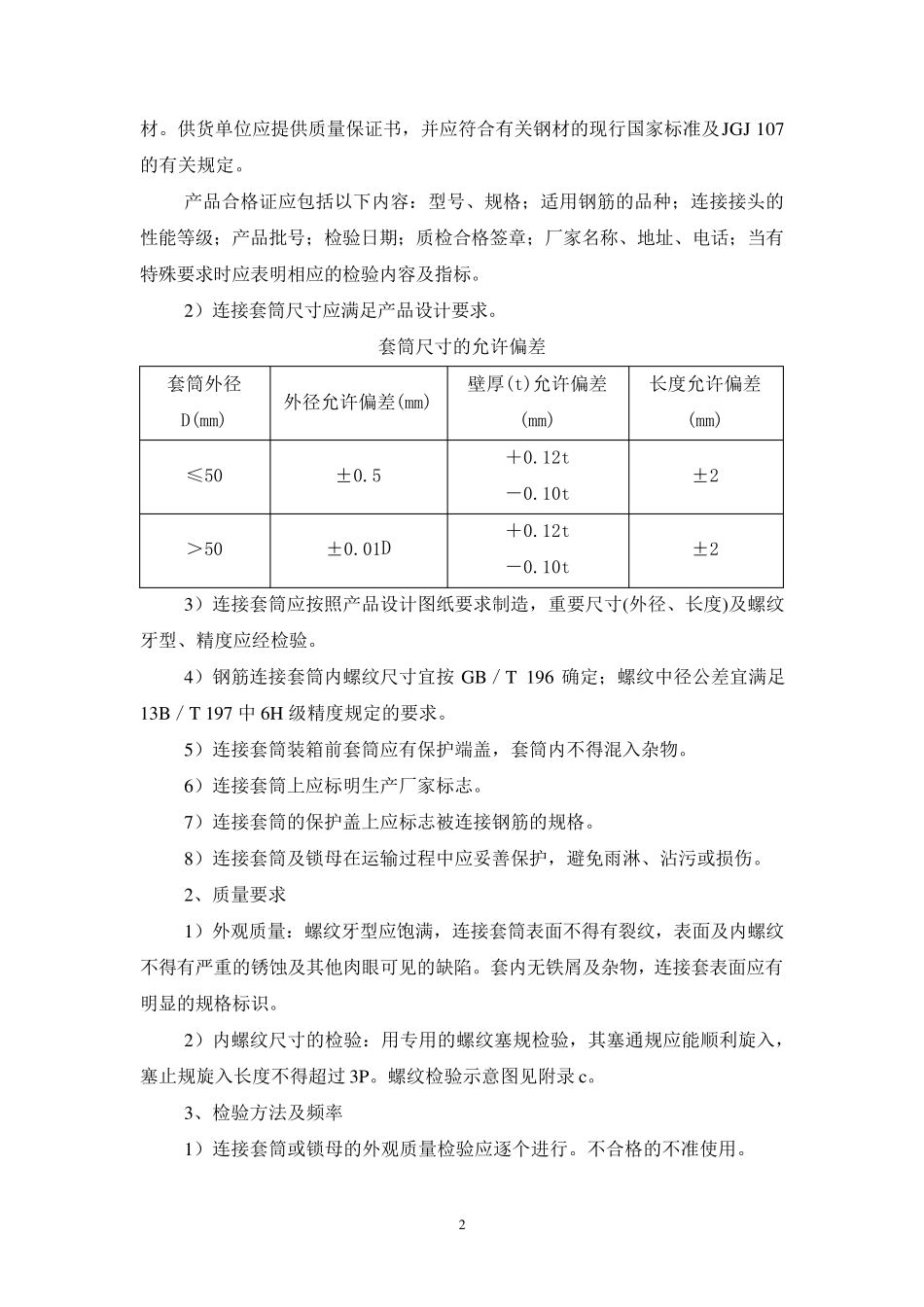
2)连接套筒尺寸应满足产品设计要求
套筒尺寸的允许偏差 套筒外径D(mm) 外径允许偏差(mm) 壁厚(t)允许偏差(mm) 长度允许偏差(mm) ≤50 ±0
12t -0
10t ±2 >50 ±0