船体火工矫正工艺 1 总则 1
1 本工艺适用于修船中焊接过程所产生的应力与变形,或由于海损局部变形;而无须进行挖补修理时可采用火矫正的方法进行修复
2 火工矫正即对钢板及构件进行局部加热,对弯曲或凹凸变形的部位的有限区域进行加热与冷却,产生收缩来调整构件的平直度及光顺度
3 本工艺也适用于造船中部件的合拢及分段合拢中的分段矫正及船台合拢后的局部矫正工作
2 火工矫正常用基本方法及技术要求
1 长条形加热法
1 用于钢板变形区,用氧乙炔作直线或曲线形状的加热带,施于骨架背面或骨架背面的两侧
2 对于厚度大于 6mm以上的钢板加热带要尽量靠近骨架
3 加热温度常用 7OO~8OO℃,最高 85O℃
对板厚 2~4mm薄板,加热温度不大于700℃为宜
4 长条也可烧成口字形或~~形
根据变形部位及变形特点灵活掌握
2 短条形加热法
1 加热线施于变形凸起的一面
2 加热温度常用 7OO~8OO℃,最高 85O℃
对板厚 2~4mm薄板,加热温度不大于700℃为宜
3 矫正变形时由近骨架处问中部变形大处移动,加热温度则由外向里渐增
4 矫正焊缝变形时,宜成交角以改善应力分布、α =35°~40°
5 适用于板厚为 2~6mm钢板及 T型构件
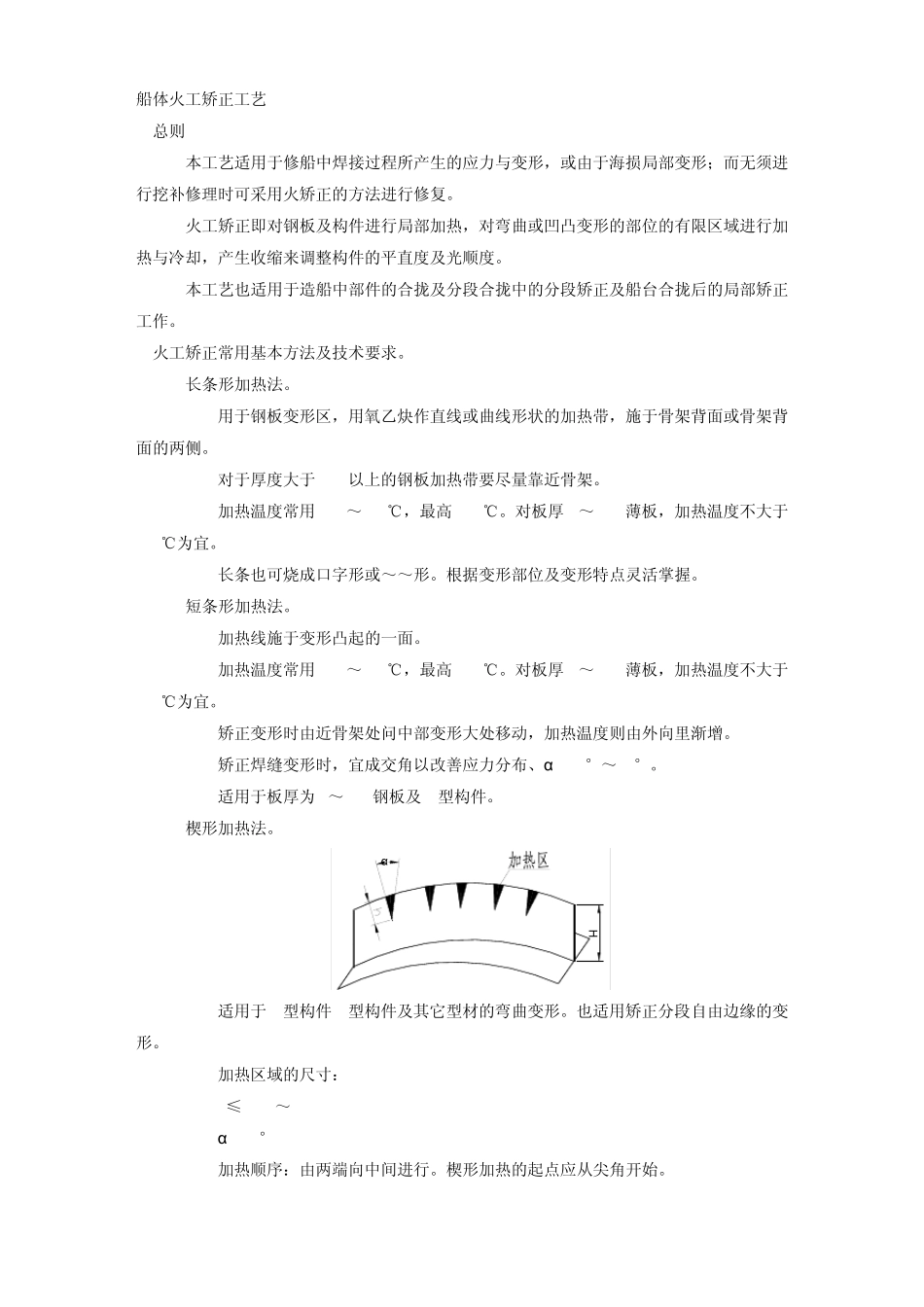
3 楔形加热法
1 适用于 T型构件 I型构件及其它型材的弯曲变形
也适用矫正分段自由边缘的变形
2 加热区域的尺寸: h≤(1/2~2/3)H α =30° 2
3 加热顺序:由两端向中间进行
楔形加热的起点应从尖角开始
4 加热要充分,保证使整个厚度烧透
加热温度:常为750~850℃,最高900℃,以免造成平面内的弯曲
5 第二次加热需待第一次冷却后进行