XXXXX 电子科技有限公司文件编号:版本:版次:生效日期:磨板操作指引规范制定审核批准日期日期日期文件更改履历表修订版次更改性质、内容、摘要修订页次修订日期文件会签:拟案单位于口内“V”以示回签部门□总经理□管理者代表□市场部□工程部□制造部□品保部□物控部□设备部□管理部□财务部□采购部□研发部此文件为江西华浩源电子科技有限公司之机密文件,未经许可,不得复印
发行管制章XXXXX 电子科技有限公司磨板操作指引规范制作单位:文件编号:生效日期:版本号:总页数:第 1 页共 6 页1
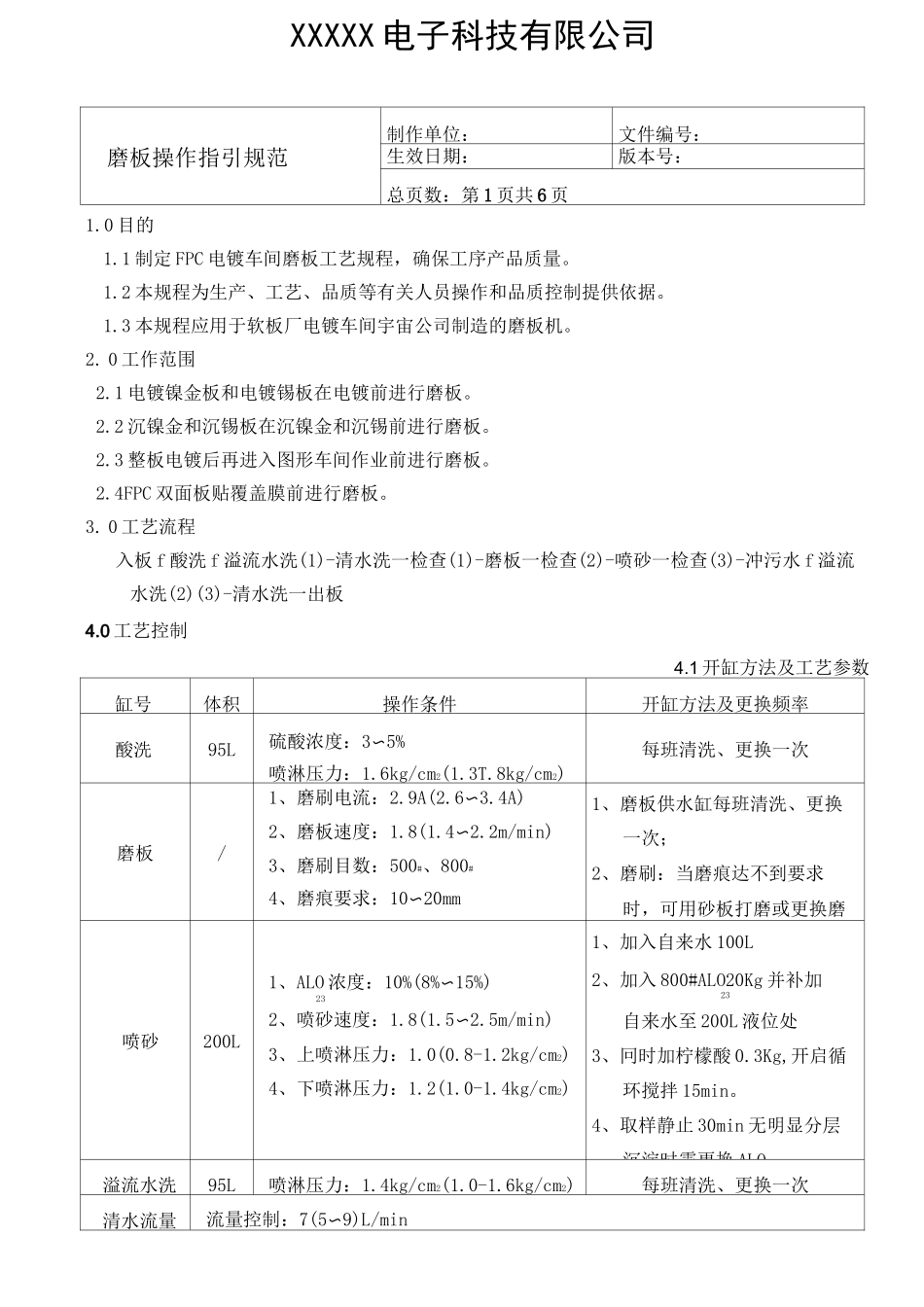
1 制定 FPC 电镀车间磨板工艺规程,确保工序产品质量
2 本规程为生产、工艺、品质等有关人员操作和品质控制提供依据
3 本规程应用于软板厂电镀车间宇宙公司制造的磨板机
0 工作范围2
1 电镀镍金板和电镀锡板在电镀前进行磨板
2 沉镍金和沉锡板在沉镍金和沉锡前进行磨板
3 整板电镀后再进入图形车间作业前进行磨板
4FPC 双面板贴覆盖膜前进行磨板
0 工艺流程入板 f 酸洗 f 溢流水洗(1)-清水洗一检查(1)-磨板一检查(2)-喷砂一检查(3)-冲污水 f 溢流水洗(2)(3)-清水洗一出板4
0 工艺控制4
1 开缸方法及工艺参数缸号体积操作条件开缸方法及更换频率酸洗95L硫酸浓度:3〜5%喷淋压力:1
6kg/cm2(1
8kg/cm2)每班清洗、更换一次磨板/1、磨刷电流:2
4A)2、磨板速度:1
2m/min)3、磨刷目数:500#、800#4、磨痕要求:10〜20mm1、磨板供水缸每班清洗、更换一次;2、磨刷:当磨痕达不到要求时,可用砂板打磨或更换磨喷砂200L1、ALO 浓度:10%(8%〜15%)232、喷砂速度:1
5m/min)3、上喷淋压力:1