数控论文:镜筒零件的精密加工【摘 要】:随着数码影像技术的飞速开展,宽阔用户对于相机和投影仪画质的要求也越来越高
投影仪和相机上的镜筒模组对其成像的效果有着很大的影响,除了镜片的质量影响其效果外镜筒的机械加工精度对成像影响很大
本文以投影仪为例,说明镜筒上的沟槽的数控加工工艺
【关键词】:投影仪 镜筒数控加工沟槽1 引言镜筒模组是数码相机、 摄像头、投影机等光学产品中的重要机构件,在其他的数码产品上也有着广泛的应用
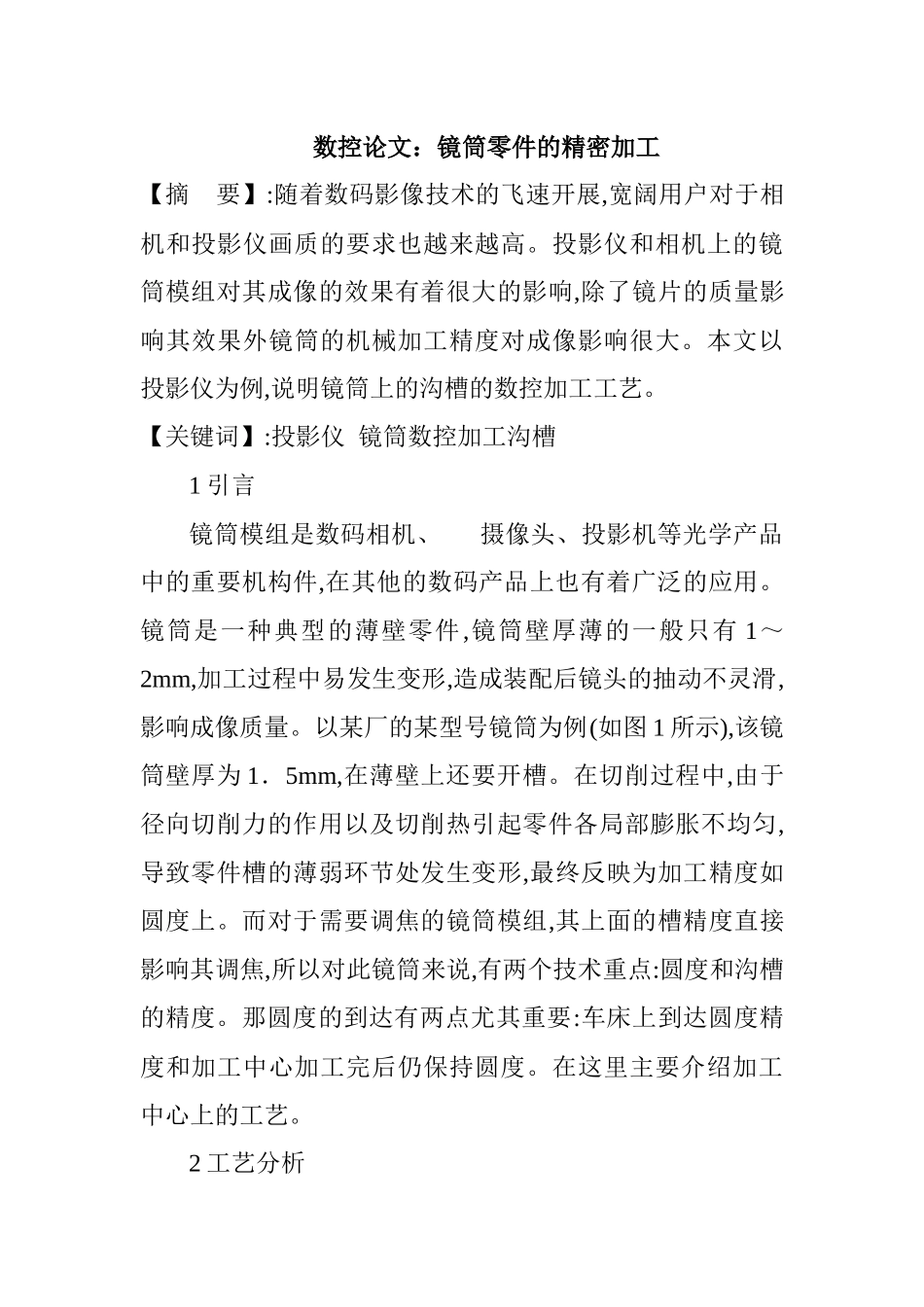
镜筒是一种典型的薄壁零件,镜筒壁厚薄的一般只有 1~2mm,加工过程中易发生变形,造成装配后镜头的抽动不灵滑,影响成像质量
以某厂的某型号镜筒为例(如图 1 所示),该镜筒壁厚为 1.5mm,在薄壁上还要开槽
在切削过程中,由于径向切削力的作用以及切削热引起零件各局部膨胀不均匀,导致零件槽的薄弱环节处发生变形,最终反映为加工精度如圆度上
而对于需要调焦的镜筒模组,其上面的槽精度直接影响其调焦,所以对此镜筒来说,有两个技术重点:圆度和沟槽的精度
那圆度的到达有两点尤其重要:车床上到达圆度精度和加工中心加工完后仍保持圆度
在这里主要介绍加工中心上的工艺
2 工艺分析镜筒零件的材料一般是铜材或铝材
但是因为铜的价格比拟贵,所以大局部是铝合金件,主要用的是 AL6061 和AL5056
首先我们分析下零件图和技术要求
镜筒技术要求:(2)曲线槽数量:3 条(3)圆度:≤(4)孔槽角度:±2
(5)槽宽变化量:≤(6)外表粗糙度:≤(7)槽宽度 3mm(+0
03)首先,选择的机床是立式加工中心
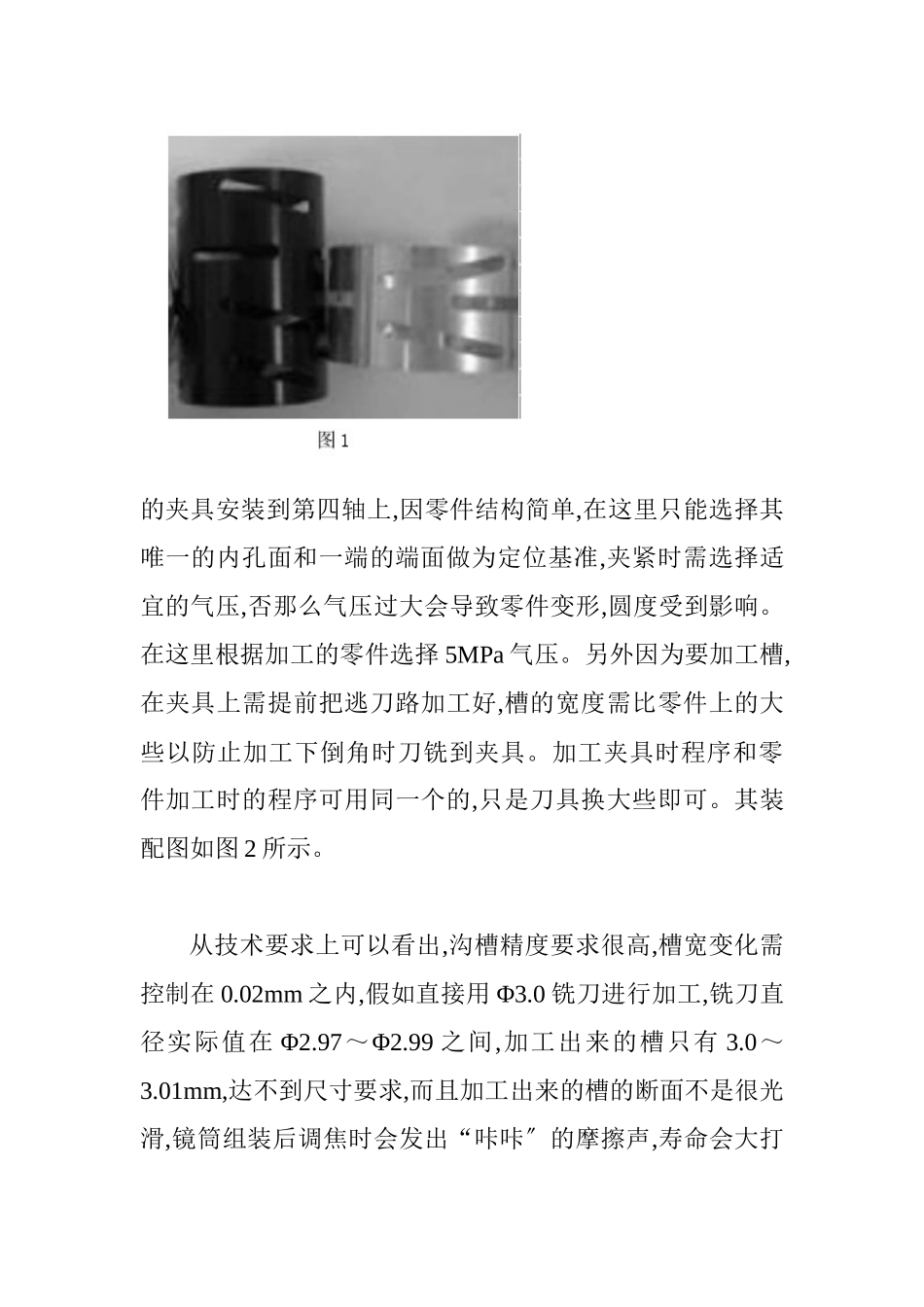
此类镜筒零件,沟槽是均布在镜筒外表的,加工时需用到第四轴旋转轴加工,所以加工中心床台上需配备回转台,选择适合镜筒零件加工型号的回转台
零件需设计专门的夹具安装到第四轴上,因零件结构简单,在这里只能选择其唯一的内孔面和一端的端面做为定位基准,夹紧时需选择适宜的气压,否那