数控折弯机通用加工工艺发布日期:2015
25)1 范围规 定 了 XXXXXX 有 限 公 司 数 控 折 弯 机 对 低 碳 钢 及 有 色 金 属 的 各 种 角 度 的 折 弯 加 工 及 相 关 折 弯 件 设 计的一般要求,本标准适用于 XXXXXX 有限公司上海工厂
2 引用标准GB/T1184GB/T1804DB-JS-BJ-01形状和位置公差未注公差值一般公差未注公差的线性和角度尺寸的公差钣金展开设计工艺规范3 现有加工设备参数及加工基本要求3
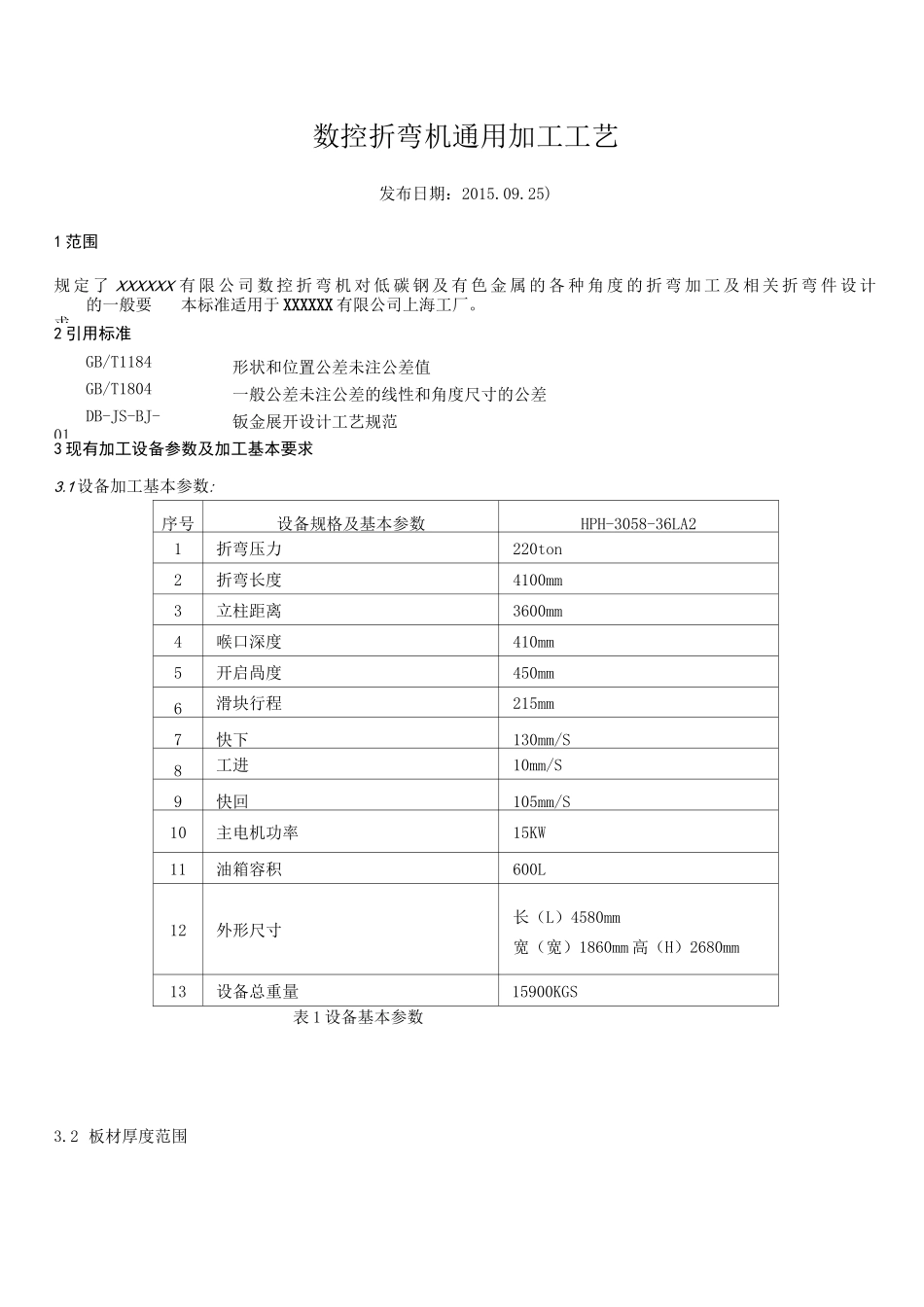
1 设备加工基本参数:序号设备规格及基本参数HPH-3058-36LA21折弯压力220ton2折弯长度4100mm3立柱距离3600mm4喉口深度410mm5开启咼度450mm6滑块行程215mm7快下130mm/S8工进10mm/S9快回105mm/S10主电机功率15KW11油箱容积600L12外形尺寸长(L)4580mm宽(宽)1860mm 高(H)2680mm13设备总重量15900KGS表 1 设备基本参数3
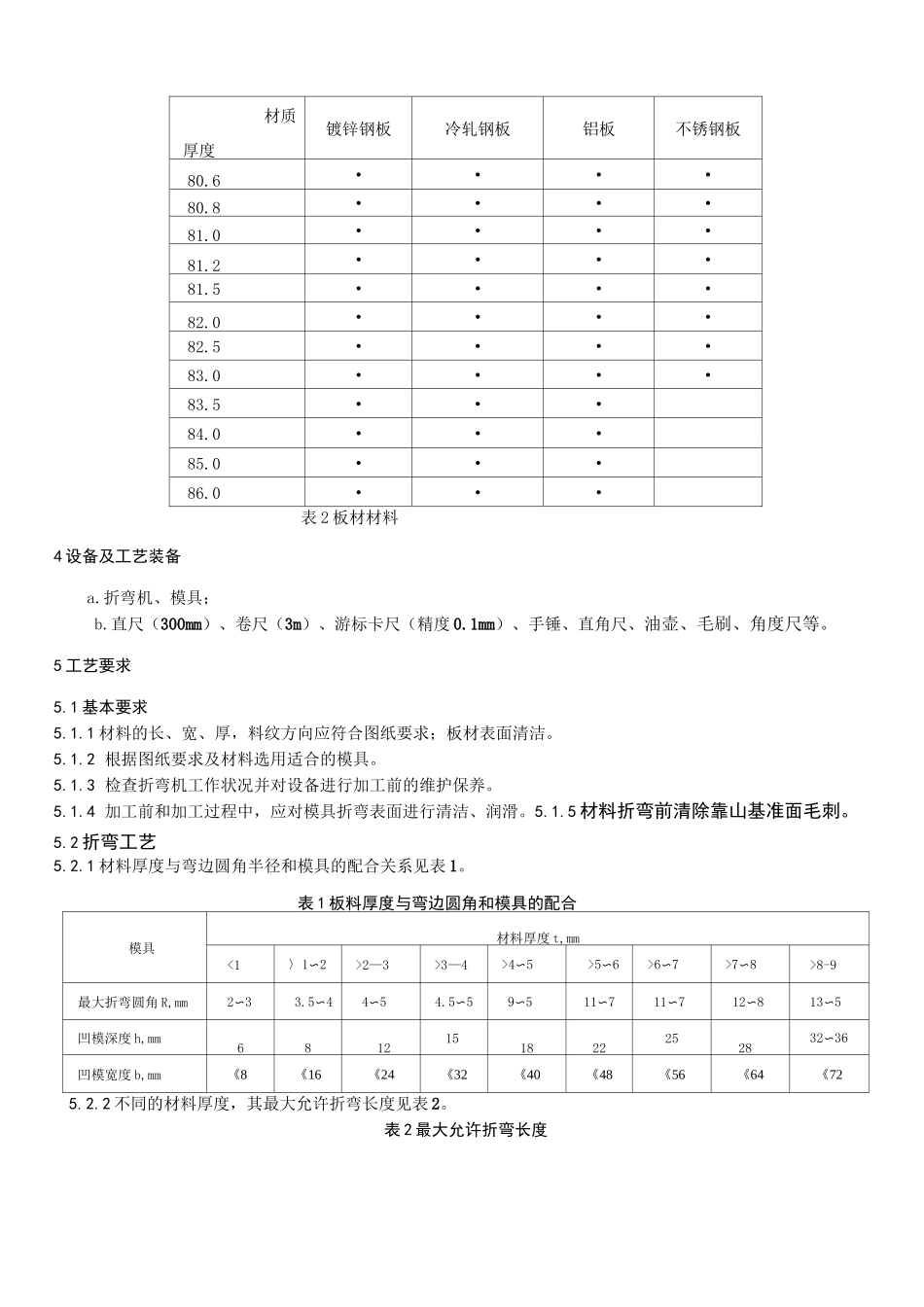
2 板材厚度范围厚度材质镀锌钢板冷轧钢板铝板不锈钢板80
6••••80
8••••81
0••••81
2••••81
5••••82
0••••82
5••••83
0••••83
5•••84
0•••85
0•••86
0•••表 2 板材材料4 设备及工艺装备a
折弯机、模具;b
直尺(300mm)、卷尺(3m)、游标卡尺(精度 0
1mm)、手锤、直角尺、油壶、毛刷、角度尺等
5 工艺要求5
1 基本要求5
1 材料的长、宽、厚,料纹方向应符合图纸要求;板材表面清洁
2 根据图纸要求及材料选用适合的模具
3 检查折弯机工作状况并对设备进行加工前的维护保养
4 加工前和加工过程中,应对模具折弯表面进行清洁、润滑
5 材料折弯前清除靠山基准面毛刺