配管件工艺法律规范(发布日期:2024-08-30)1
范围本法律规范适用于空调器配管件设计加工工艺
相关标准Q/ 房间空气调节器3
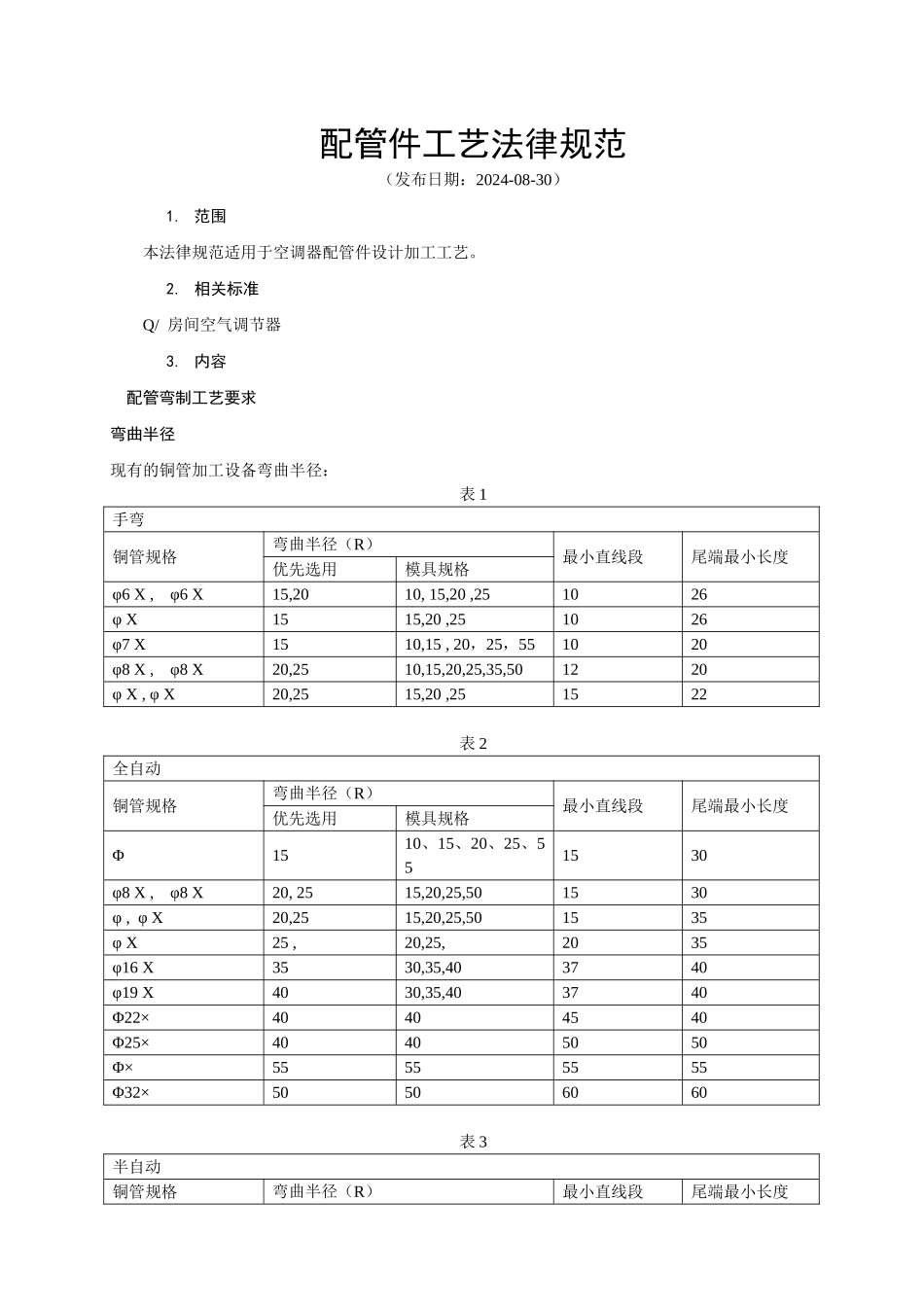
内容 配管弯制工艺要求弯曲半径现有的铜管加工设备弯曲半径:表 1 手弯铜管规格弯曲半径(R)最小直线段尾端最小长度优先选用模具规格φ6 X , φ6 X 15,2010, 15,20 ,251026φ X 1515,20 ,251026φ7 X 1510,15 , 20,25,551020φ8 X , φ8 X 20,2510,15,20,25,35,501220φ X , φ X 20,2515,20 ,251522表 2全自动铜管规格弯曲半径(R)最小直线段尾端最小长度优先选用模具规格Φ1510、15、20、25、551530φ8 X , φ8 X 20, 2515,20,25,501530φ , φ X 20,2515,20,25,501535φ X 25 ,20,25,2035φ16 X 3530,35,403740φ19 X 4030,35,403740Φ22×40404540Φ25×40405050Φ×55555555Φ32×50506060表 3半自动铜管规格弯曲半径(R)最小直线段尾端最小长度优先选用模具规格φ X 2525,4030φ16 X φ16 X 13530,353730φ19 X φ19 X 14030,35,404030注:芜湖工厂自动弯管 φ16 铜管最小弯曲半径 R30,φ19 铜管最小弯曲半径 R35
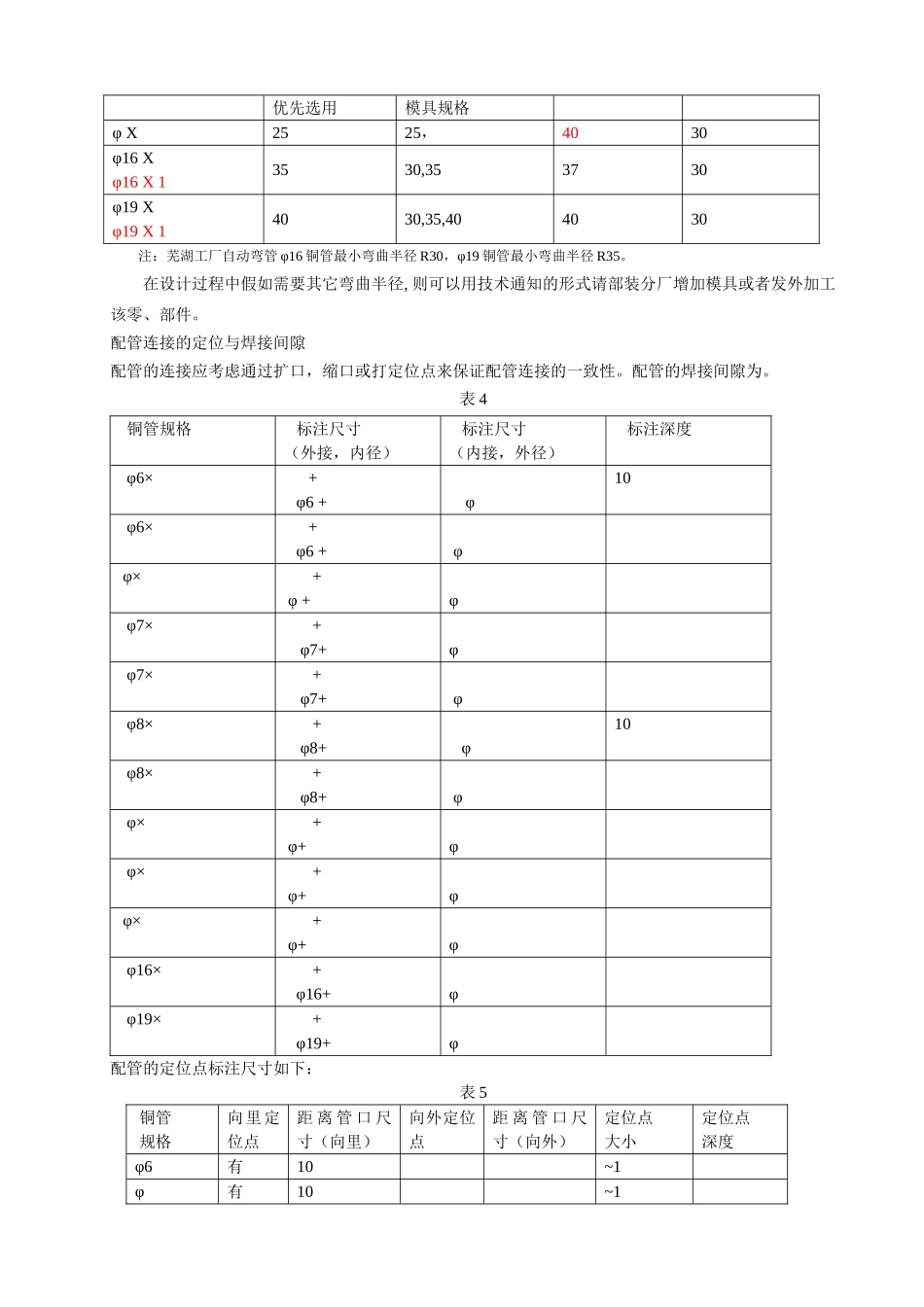
在设计过程中假如需要其它弯曲半径, 则可以用技术通知的形式请部装分厂增加模具或者发外加工该零、部件
配管连接的定位与焊接间隙配管的连接应考虑通过扩口,缩口或打定位点来保证配管连接的一致性
配管的焊接间隙为
表 4 铜管规格 标注尺寸(外接,内径) 标注尺寸(内接,外径) 标注深度 φ6× + φ6