加工材料 (1)板材:标准规格 2400MM(长)X760MM(宽)(2)粘接剂:选用华迅系列专用胶水、固化剂、粉料、抛光液加工工具及建议品牌型号 华迅人造面材加工与维护 加工工艺 台面各粘接接缝应平滑及无明显接缝,距离台面接缝 400mm 处目测应看不到接缝,给人一种整体成型之感觉;台面接缝应远离炉位、盆位,其距离不少于 80mm,转角位接驳距离不少于 50mm;开炉痊孔之四角应为圆角R≥20mm,孔位四角应粘接 100mm×100mm 华迅系列块增强;炉孔四周应加铝箔带、石棉布带以培强隔热效果
检验标准 橱柜台面加工方法 洗手台面的加工方法 圆柱的加工方法 圆柱一般是两半圆或几个圆弧对接而成,加工方法如下:一、根据要求尺寸制作木模具,注意圆弧半径中的增减
二、模具制作要求:1.尺寸准确;模具理论直径=柱外径、模具实际直径应稍小于理论直径,因为弯板脱模后有反弹
2.要做成大半圆,因为若是做成半圆模,板材成型后两边将出现一段直边,组对时接口将会出现尖角,若磨去尖角则接驳口板材太薄影响外观及质量
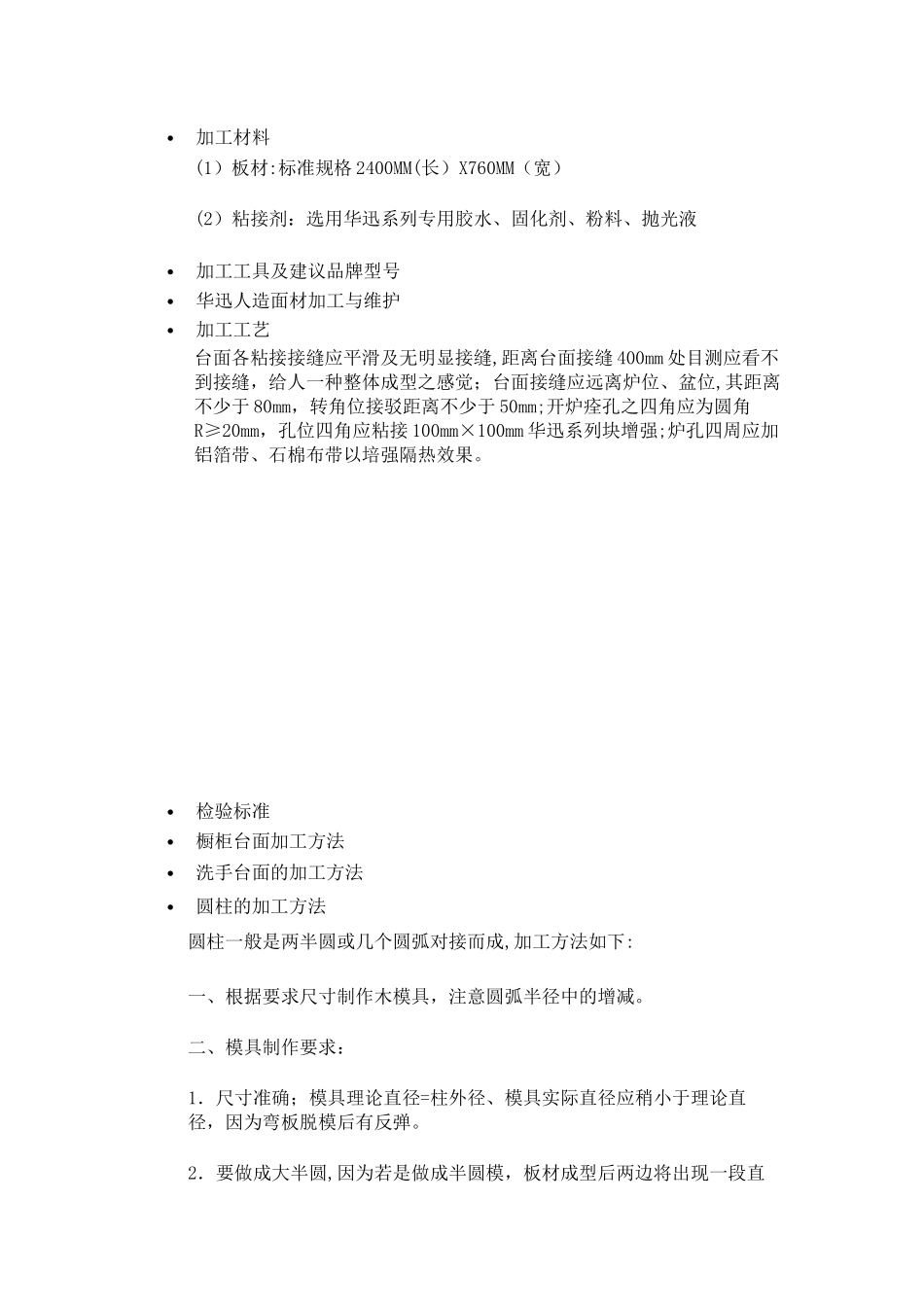
(见图 12)三、烘烤及压制弯板:线条、扶手的加工方法 线条、扶手加工主要是选择相应的锣刀
一、线条加工步骤(如图 13):1.将锣刀装在台锣(倒装在平台上的锣机)上,用 1/2〞×1 半圆刀将A 锣成 25
4mm 半圆条,半圆条两边用直刀修边,使宽度达到 20mm; 2.用胶水将 A、B 件按图示粘接,固化后打磨抛光
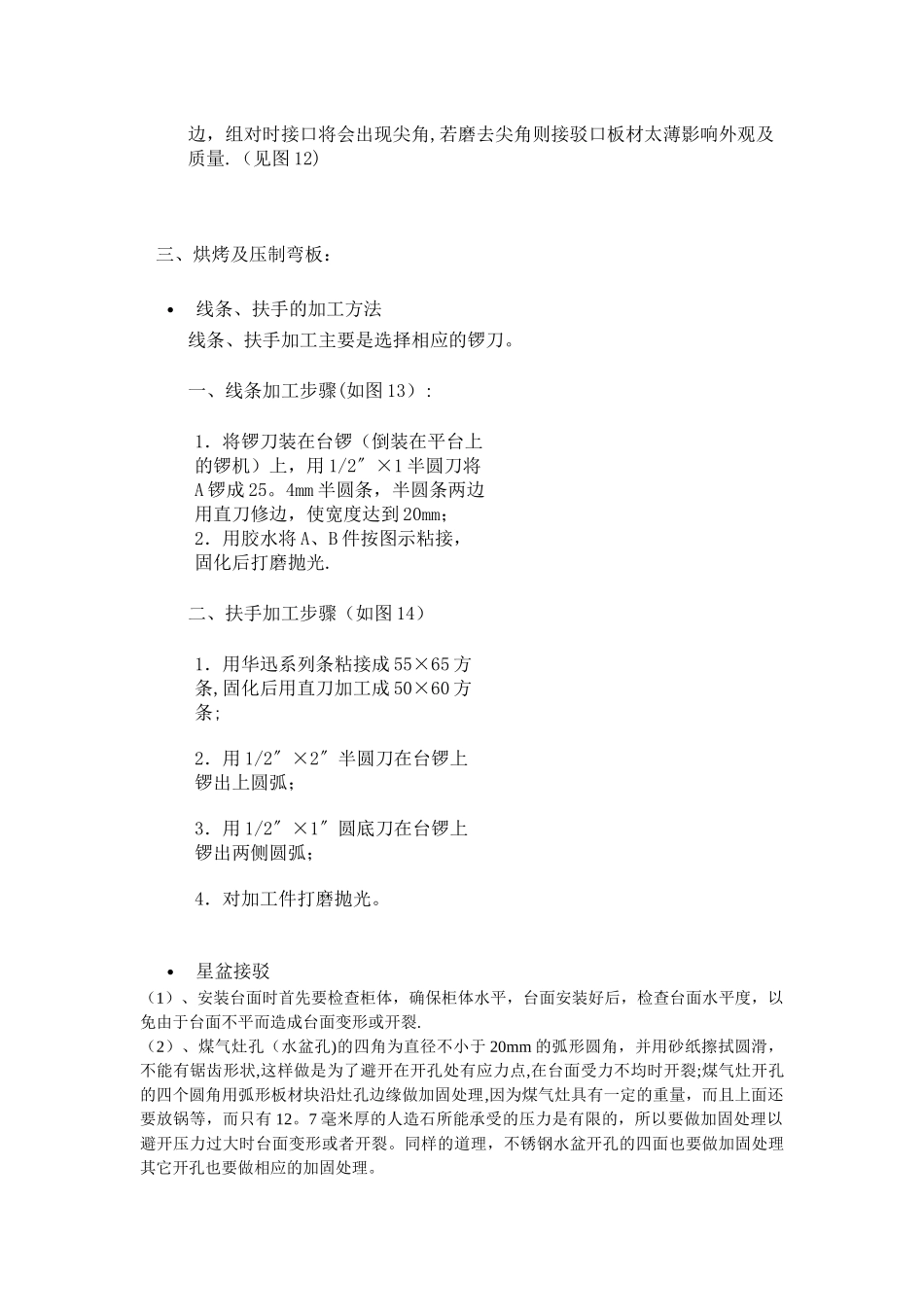
二、扶手加工步骤(如图 14)1.用华迅系列条粘接成 55×65 方条,固化后用直刀加工成 50×60 方条;2.用 1/2〞×2〞半圆刀在台锣上锣出上圆弧;3.用 1/2〞×1〞圆底刀在台锣上锣出两侧圆弧;4.对加工件打磨抛光
星盆接驳 (1)、安装台面时首先要检查柜体,确保柜体水平,台面安装好后,检查台面水平度,以免由于台面不平而造成台面变形