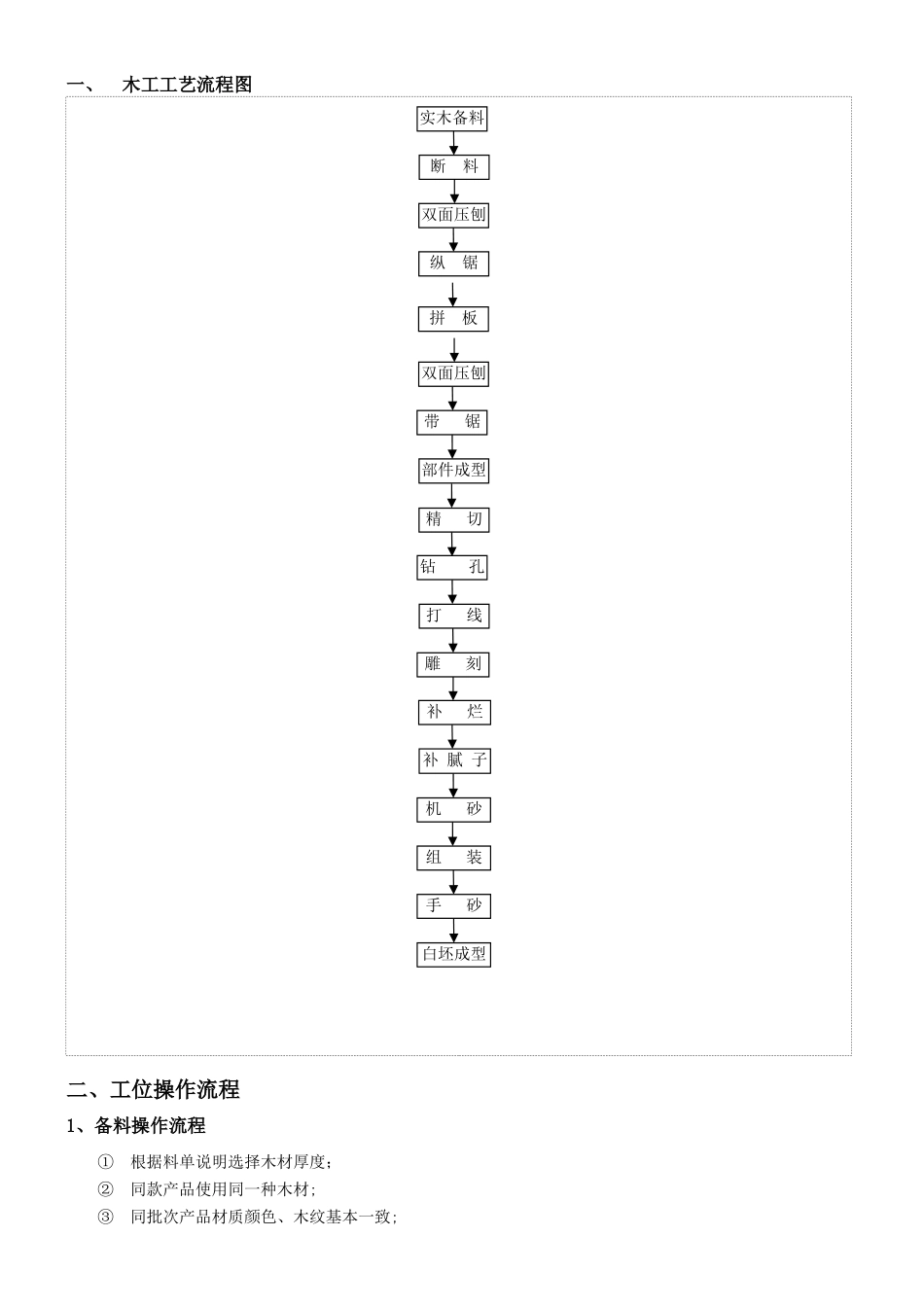
一、木工工艺流程图二、工位操作流程1、备料操作流程①根据料单说明选择木材厚度;②同款产品使用同一种木材;③同批次产品材质颜色、木纹基本一致;实木备料双面压刨断 料纵 锯雕 刻拼 板精 切打 线钻 孔补 烂补 腻 子机 砂组 装手 砂白坯成型带 锯部件成型双面压刨④湿度控制在 8°—12°之间,超出范围对后期质量影响;⑤见光部件不得用腐朽材,不见光部件使用腐朽材面积不得超过整个部件的 15%; 2、断料工序操作流程①熟悉料单:明确加工部件使用什么材质及尺寸要求;②计算:根据料单上净料的要求,计算断料数量和断料尺寸(比净料长度长 3~5 公分);③断料:首先切除端头不平整的料,再根据断料尺寸断料,开裂严重的端面需切除不用;④测量:检查断料尺寸、厚度及干湿度(切面,在 8~12 度之间)⑤筛选:对加工部件的质量进行筛选如:翘曲太严重(最终影响产品效果)、大面积腐烂(加工部件没有利用的空间);①点数:对已筛选的部件,安全堆放,清点数量,作好标识(订单号和订单数量、部件名称和部件数量、工位操作人);⑥重点说明木材厚度要求:为了便于木材的最大效用,各种部件必须选用加工后浪费最小的木材厚度进行加工,一般选用方式是在加工部件净料的宽度或厚度上加 5~10MM,与之相同或者接近的木材厚度;⑦重点说明断料尺寸要求:断料尺寸控制在比净料长度 长 3 ~ 5 公分 ,目的是便于出拼料和拉锯,若毛料 长度小于 3 公分,由于拼料不整齐的原因 , 拉据后可能导致有效长度达不到净料长度要求 , 毛料太长, 会造成不必要的材料浪费 ; ⑧重点说明干湿度要求 : 干湿度没控制在正常使用的范围,会引起大量的实木开裂现象,因此测量到木材 湿度超标时,应拒绝使用
☆开料一个订单一次开完,避开生产时不能配套生产和转运时一个已经在包装有些还没有开料而影响货期;☆ 断料后必须把料放到卡板上,并且排放整齐,并且木纹统