数控切割机(HPR130)操作规程一、对操作者的要求1、操作者必须认真阅读使用说明书及其他资料,并经过培训考试,掌握设备操作技能及安全的注意事项,方可使用本设备
该设备必须是经培训的专职人员才能操作
2、操作者工作时应穿戴劳保用品如工作服、保护鞋,安全防护眼镜,戴工作帽
3、如两人或两人以上一起工作时,必须建立相互之间的联系,以便在新的工作步骤前相互通知,确保人身安全
二、开机前1、开机前的设备部分(1)确认设备的各部位没有放置影响设备运行的其他物件;(2)确认电器柜门及系统箱后盖已关闭,各操作按钮动作自如;(3)开机前检查机器管路是否有漏气现象,有漏气现象决不开机;确认气压为0
8兆帕;(4)开机前重点检查工作面和道轨上是否有障碍物,若有障碍物必须排除;如两切割机相对运动,两者间距不能小于100mm
(5)严禁用湿手操作任何开关旋钮,以防触电
2、开机前的上料部分(1)上料前,应把切割机机身移开上料区,防止上料时机身被撞
(2)上料时,应慢慢移动行车,平稳的放板料于工作台上,板料应平整,有直角折弯突起应修理平整
三、工作时1、先合上机器外部电源开关,再合上电器柜电源主开关(断电顺序相反);2、合上系统电源,等离子电源开关按钮打到(I)位置、气体类型打到(AIR—AIR)位置、AMPS旋钮旋到最左端、启动按钮打到(RUN),压缩空气气体压力必须为0
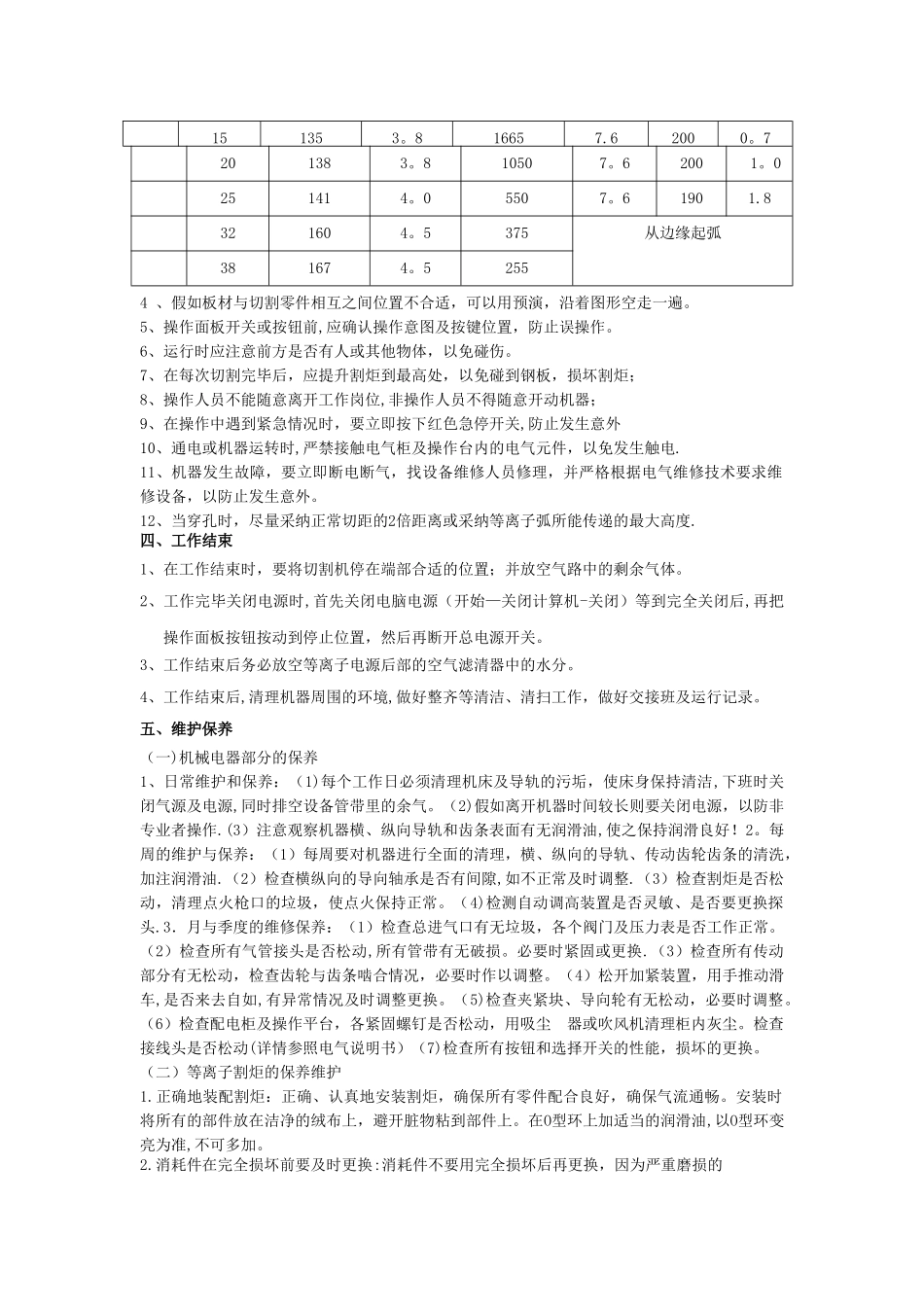
3、等离子切割状态:(1)、操作过程:系统打开以后进入系统操作界面,自定义回原点,首先可手动验证切割板材纵向是否与轨道平行,也可电脑矫正;定好切入图形的切入点即穿孔的位置;面板上选中等离子,然后在系统界面〈切割模式〉选中等离子;调高器的弧压值按表中数值调节,调高器选择自动状态,割枪下行压住板材,而后抬起表中规定距离(注意割嘴应离开钢板)
(2)、低碳钢等离子切割下的切割表:电 弧电流材料厚度电弧电压割炬至工件