熔模铸造各个工序质量管理标准要求㈠配置蜡料⑴ 工艺质量标准:1 稀蜡全熔温度:70~90℃,严禁超过 90℃
2 根据蜡模质量或酸值分析结果,酸值应为 10
5 如达不到时须补加适量的硬脂酸
3 稀蜡要纯净,不得有杂物
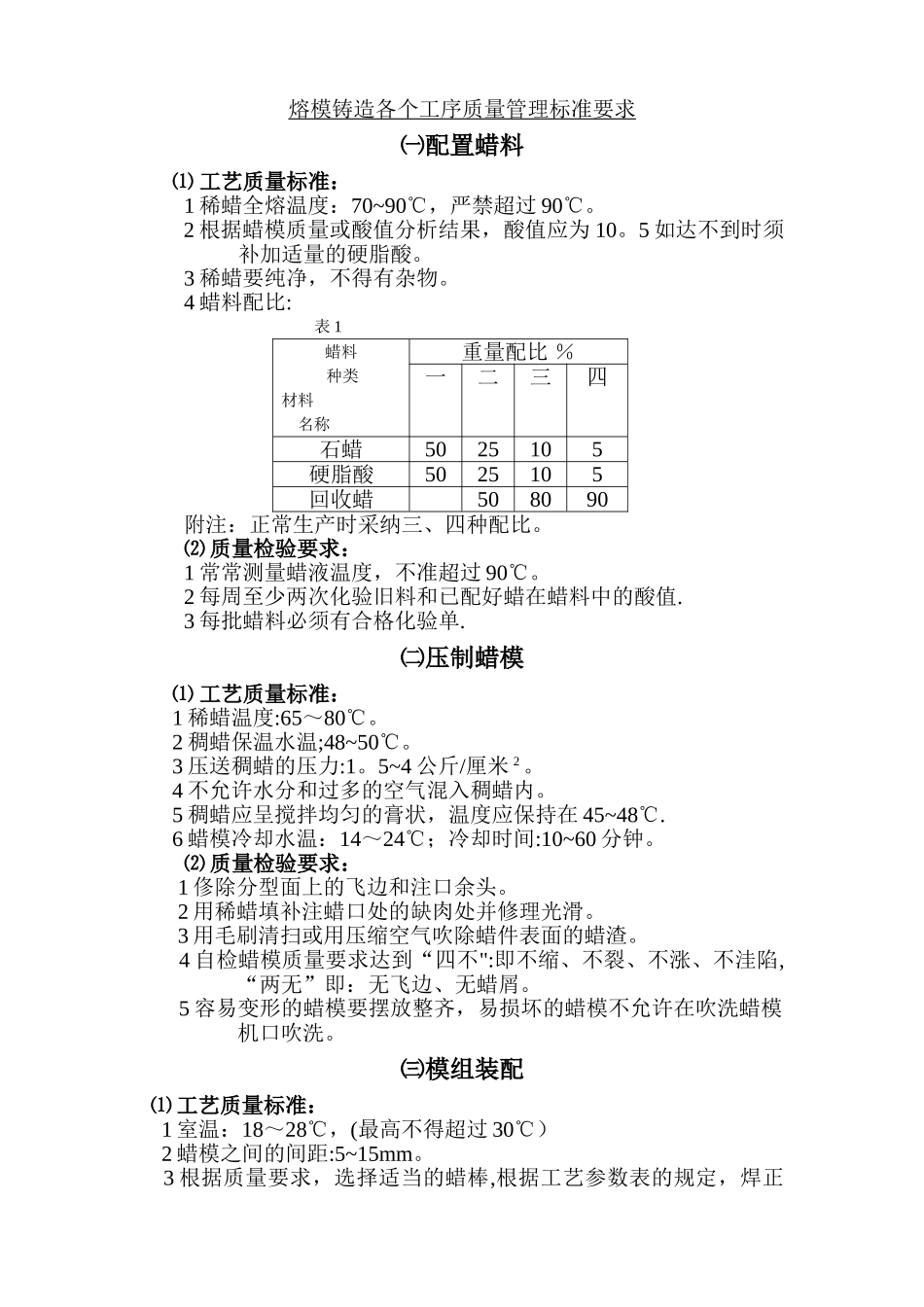
4 蜡料配比: 表 1蜡料 种类 材料 名称重量配比 %一二三四石蜡5025105硬脂酸5025105回收蜡508090附注:正常生产时采纳三、四种配比
⑵ 质量检验要求:1 常常测量蜡液温度,不准超过 90℃
2 每周至少两次化验旧料和已配好蜡在蜡料中的酸值
3 每批蜡料必须有合格化验单
㈡压制蜡模⑴ 工艺质量标准: 1 稀蜡温度:65~80℃
2 稠蜡保温水温;48~50℃
3 压送稠蜡的压力:1
5~4 公斤/厘米 2
4 不允许水分和过多的空气混入稠蜡内
5 稠蜡应呈搅拌均匀的膏状,温度应保持在 45~48℃
6 蜡模冷却水温:14~24℃;冷却时间:10~60 分钟
⑵ 质量检验要求: 1 俢除分型面上的飞边和注口余头
2 用稀蜡填补注蜡口处的缺肉处并修理光滑
3 用毛刷清扫或用压缩空气吹除蜡件表面的蜡渣
4 自检蜡模质量要求达到“四不":即不缩、不裂、不涨、不洼陷,“两无”即:无飞边、无蜡屑
5 容易变形的蜡模要摆放整齐,易损坏的蜡模不允许在吹洗蜡模机口吹洗
㈢模组装配 ⑴ 工艺质量标准: 1 室温:18~28℃,(最高不得超过 30℃) 2 蜡模之间的间距:5~15mm
3 根据质量要求,选择适当的蜡棒,根据工艺参数表的规定,焊正角度和方向
4 焊缝要严密,装配要均匀,不得有蜡滴、蜡渣、灰尘
⑵ 质量检验要求: 1 装蜡模前发现蜡模上有蜡渣或灰尘过多不许装配
2 焊缝要密实,间距应均匀并符合工艺规定
3 蜡模上不准烫伤或有蜡滴,也不准有灰尘或蜡屑
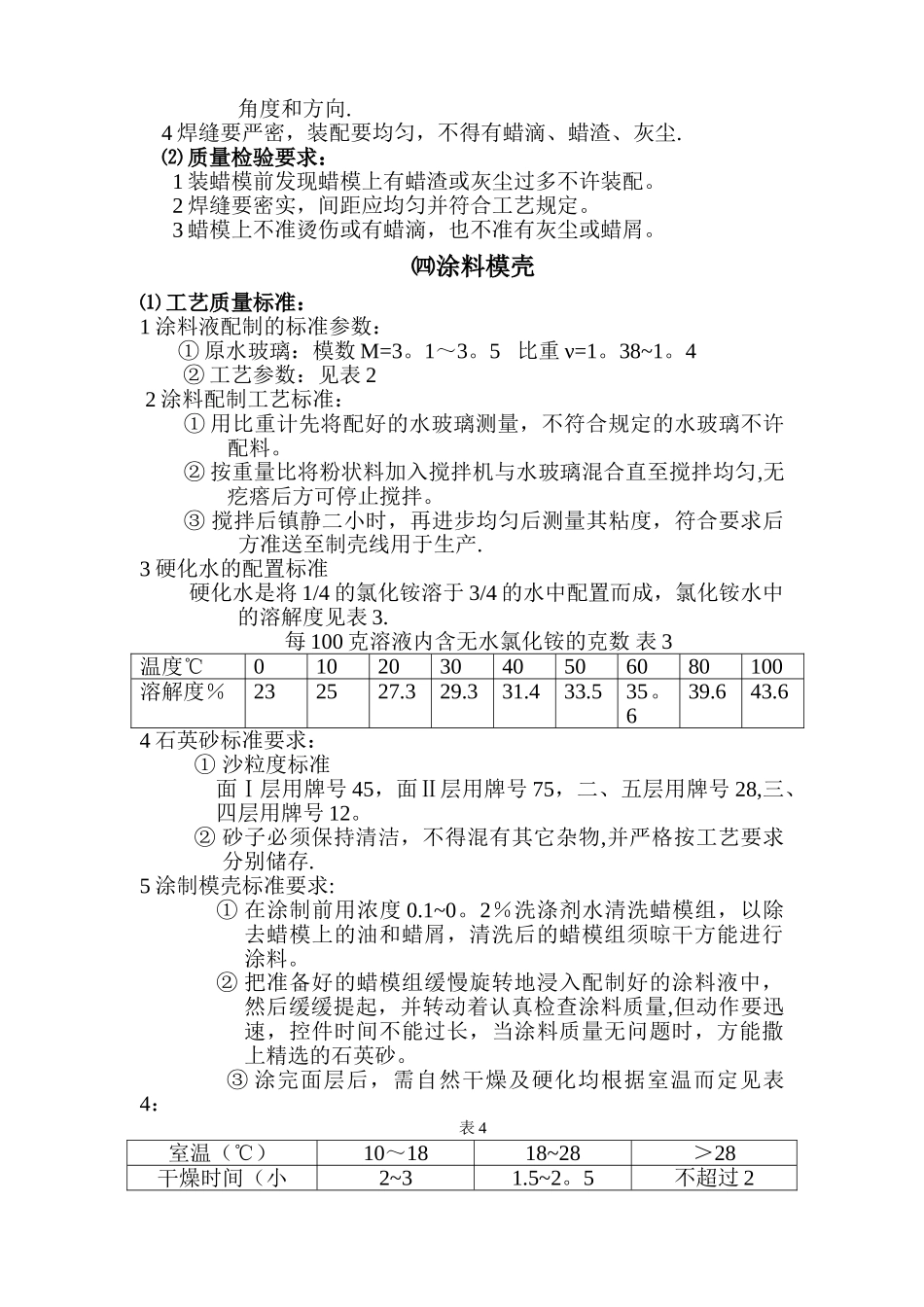
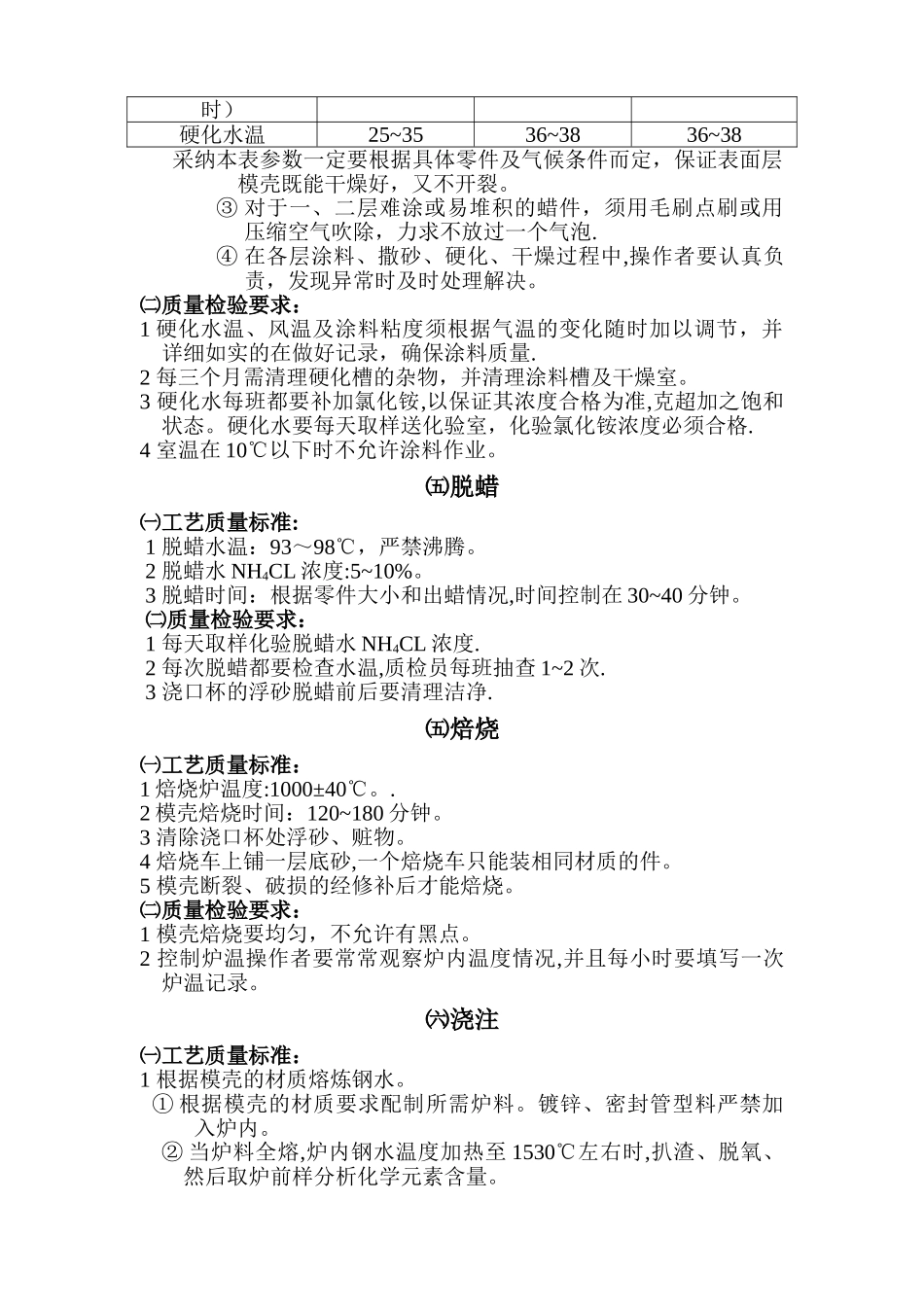
㈣涂料模壳⑴ 工艺质量标准:1 涂料液配制的标准参数: ① 原水玻璃: