一.数控车软件功能1.基本概念数控车加工一般包括以下几个容:(1)对图纸进行分析,确定需要数控加工的部分
(2)利用图形软件需要数控加工的部分造型
(3)根据加工条件,选适宜加工参数生成加工轨迹(包括粗加工,半精加工,精加工轨迹)
(4)轨迹的仿真检验
(5)配置好机床,生成 G 代码传给机床加工
2.重要术语(1)两轴加工:在 CAXA 数控车加工中,机床坐标系的 Z 轴既是绝对坐标系的 X 轴 X 轴既是绝对坐标系的 Y 轴
(2)轮廓:轮廓是一系列首尾相接曲线的集合
轮廓用来界定被加工的表面或被加工的毛坯本身
轮廓拾取方式为:链拾取:自动搜索连接的曲线限制链拾取:将起始段和最后一段拾取,中间自动连接
单个拾取:一个一个拾取
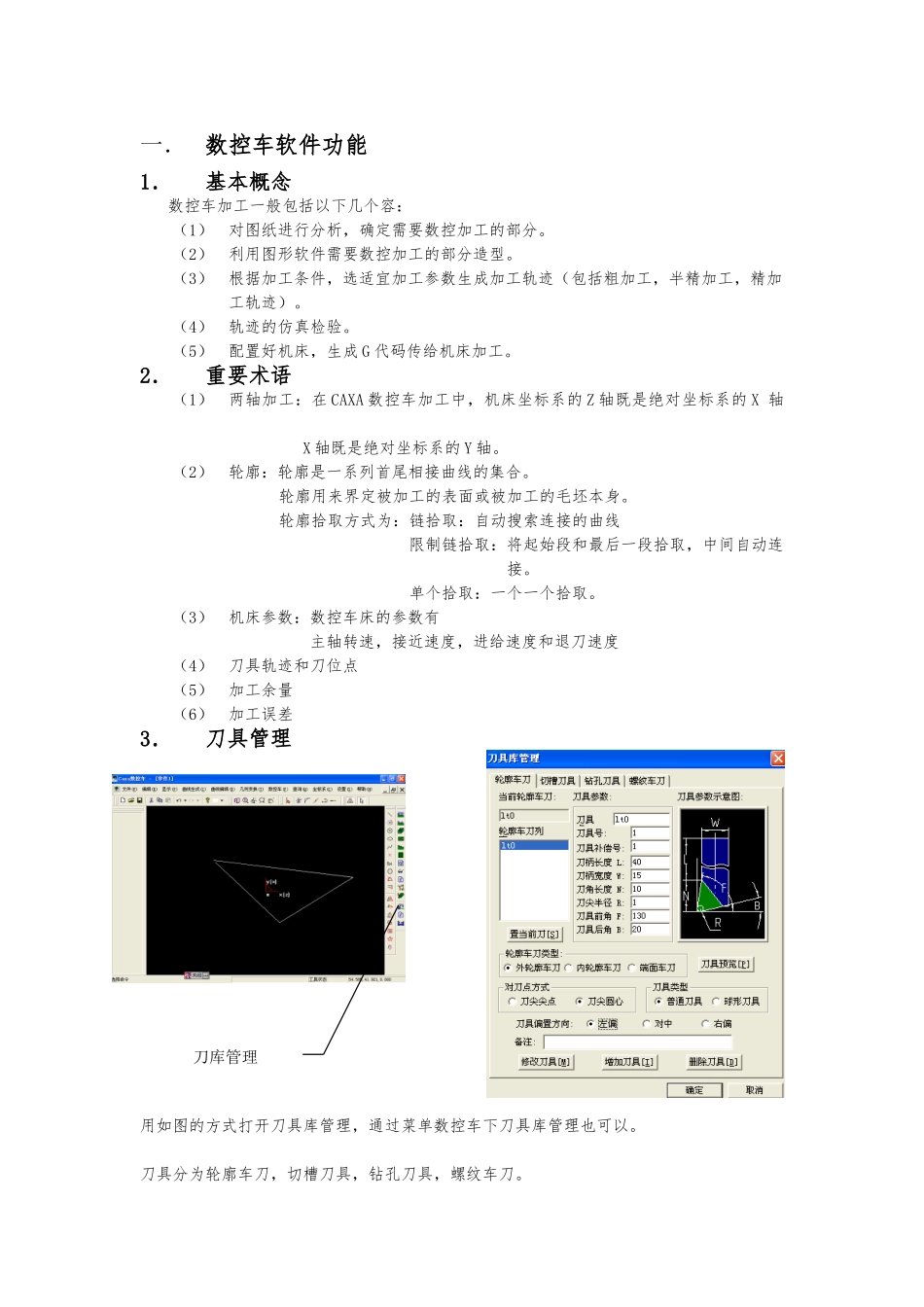
(3)机床参数:数控车床的参数有主轴转速,接近速度,进给速度和退刀速度(4)刀具轨迹和刀位点(5)加工余量(6)加工误差3.刀具管理用如图的方式打开刀具库管理,通过菜单数控车下刀具库管理也可以
刀具分为轮廓车刀,切槽刀具,钻孔刀具,螺纹车刀
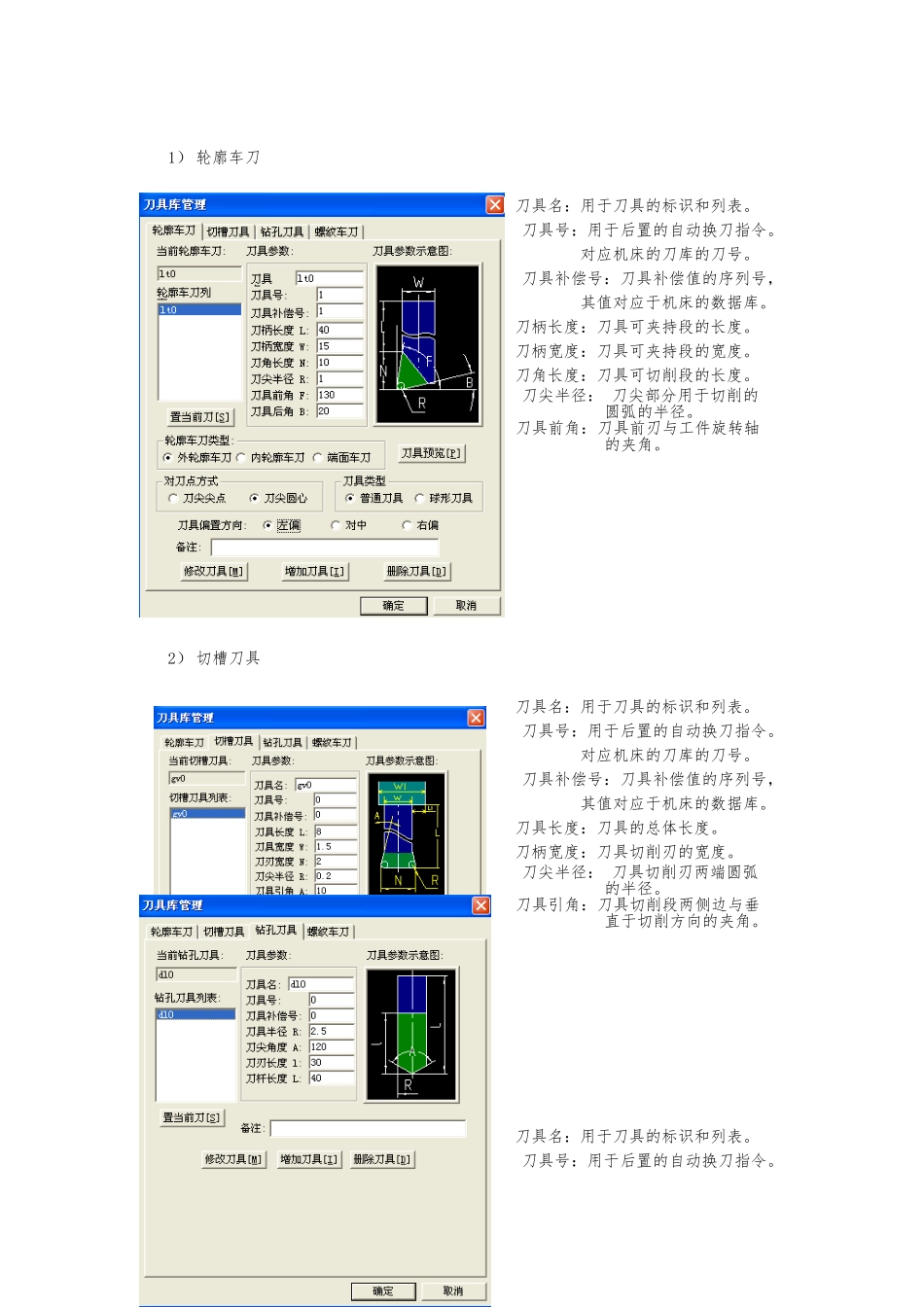
刀库管理1) 轮廓车刀 刀具名:用于刀具的标识和列表
刀具号:用于后置的自动换刀指令
对应机床的刀库的刀号
刀具补偿号:刀具补偿值的序列号,其值对应于机床的数据库
刀柄长度:刀具可夹持段的长度
刀柄宽度:刀具可夹持段的宽度
刀角长度:刀具可切削段的长度
刀尖半径: 刀尖部分用于切削的圆弧的半径
刀具前角:刀具前刃与工件旋转轴的夹角
2) 切槽刀具 刀具名:用于刀具的标识和列表
刀具号:用于后置的自动换刀指令
对应机床的刀库的刀号
刀具补偿号:刀具补偿值的序列号,其值对应于机床的数据库
刀具长度:刀具的总体长度
刀柄宽度:刀具切削刃的宽度
刀尖半径: 刀具切削刃两端圆弧的半径
刀具引角:刀具切削段两侧边与垂直于切削方向的夹角
3)钻孔刀具 刀具名:用于刀具的标识和列表
刀具号:用于