1、 气保焊焊丝按其结构可分为实芯焊丝和药芯焊丝
实芯焊丝气体保护焊是采纳气体保护方式,药芯焊丝气体保护焊是采纳气渣联合保护方式
实 芯 焊 丝 , 例 如 : 大 西 洋 的 CHW-50C6,金桥的 JQ
MG50-6 等药芯焊丝,例如:金桥的 JQ
YJ501-12、 板材和管材焊接位置分类2
1)板材对接接头焊接位置示意图2
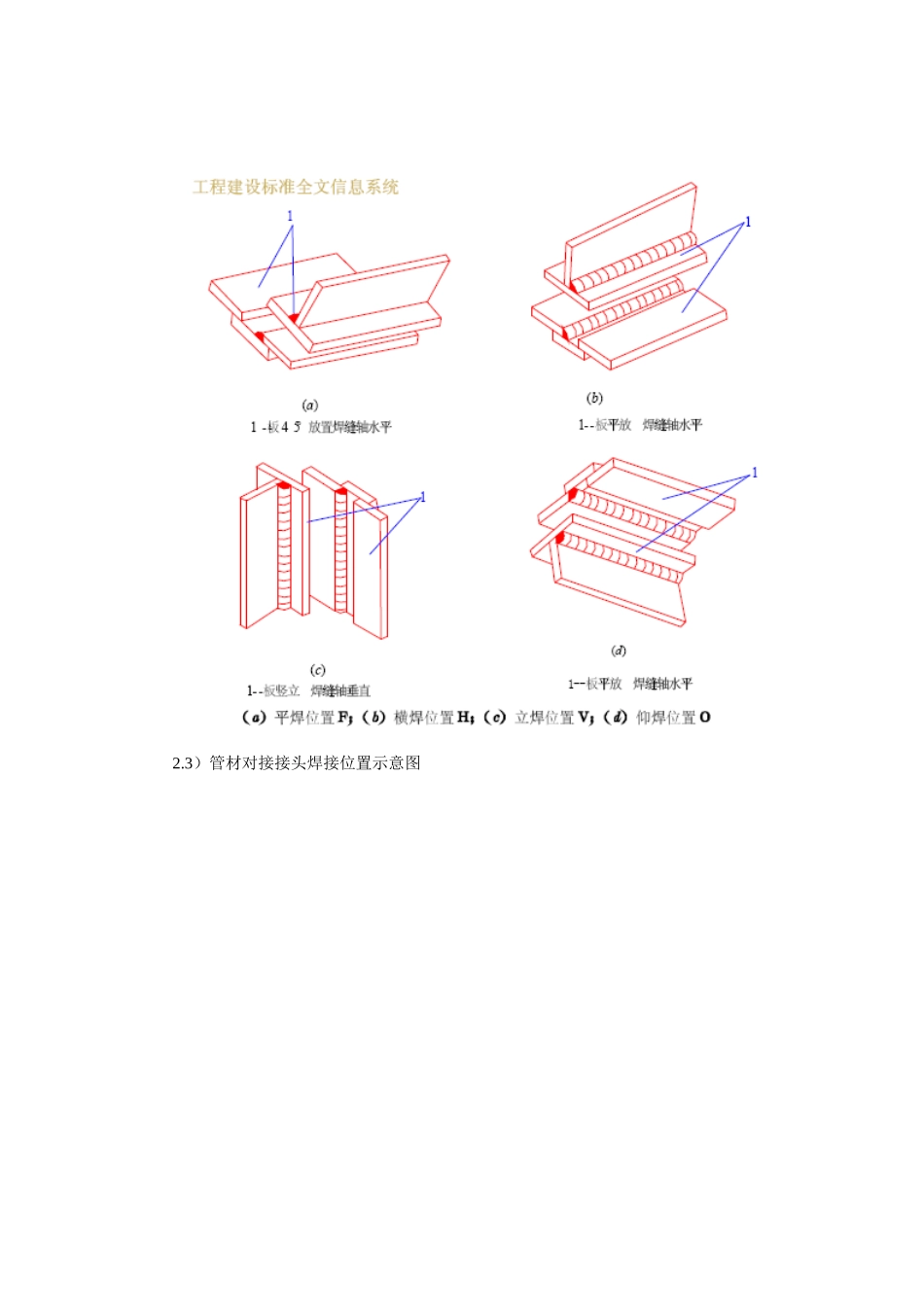
2)板材角接接头焊接位置示意图2
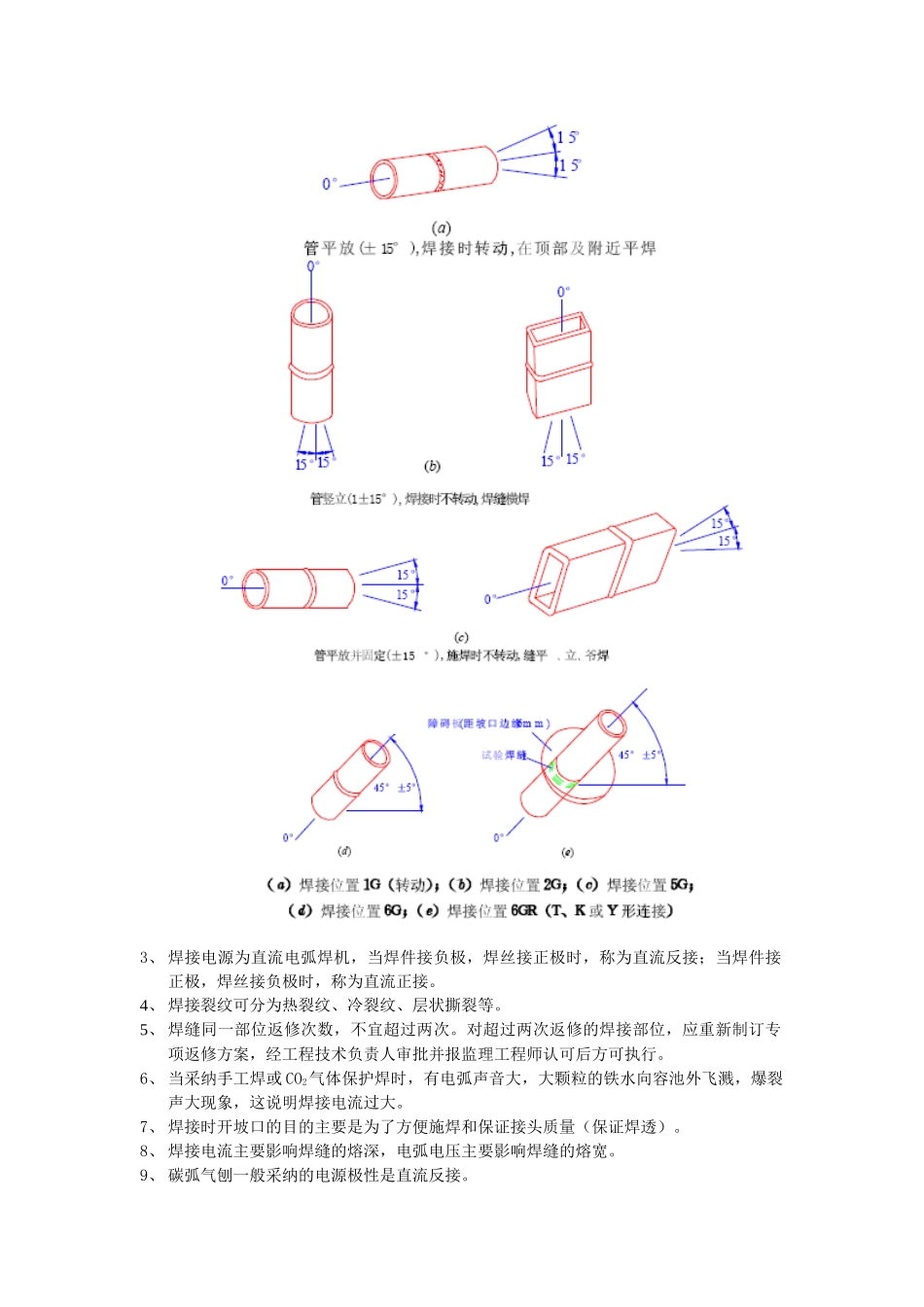
3)管材对接接头焊接位置示意图3、 焊接电源为直流电弧焊机,当焊件接负极,焊丝接正极时,称为直流反接;当焊件接正极,焊丝接负极时,称为直流正接
4、 焊接裂纹可分为热裂纹、冷裂纹、层状撕裂等
5、 焊缝同一部位返修次数,不宜超过两次
对超过两次返修的焊接部位,应重新制订专项返修方案,经工程技术负责人审批并报监理工程师认可后方可执行
6、 当采纳手工焊或 CO2气体保护焊时,有电弧声音大,大颗粒的铁水向容池外飞溅,爆裂声大现象,这说明焊接电流过大
7、 焊接时开坡口的目的主要是为了方便施焊和保证接头质量(保证焊透)
8、 焊接电流主要影响焊缝的熔深,电弧电压主要影响焊缝的熔宽
9、 碳弧气刨一般采纳的电源极性是直流反接
10、当气保焊机出现送丝不稳、电弧时断时燃、焊丝与熔池发生固体短路等现象时,很有可能是导电嘴不良所引起的
11、坡口角度在焊接过程中的作用主要是保证焊透及便于清渣等12、焊工停焊时间超过 6 个月时间应重新考核
13、当板厚相同时,立焊电流比平焊电流小,例如:CO2 气体保护焊一般立焊、横焊比平焊减少 10%-15%
14、焊接时,CO2 气流保护层遭到破坏易产生氮气气孔
(因为焊接过程中保护层遭到破坏,使大量的空气侵入焊接区,空气中的气体主要是 78%氮气,21%的氧气,氧气在高温过程中和合金 Si、Mn 等进行反应
在高温过程中熔池对氮的溶解度很大,但当熔池温度下降时,氮在液态金属中的溶解度