注:) 1 ( x ――第 i 个操作者的均值
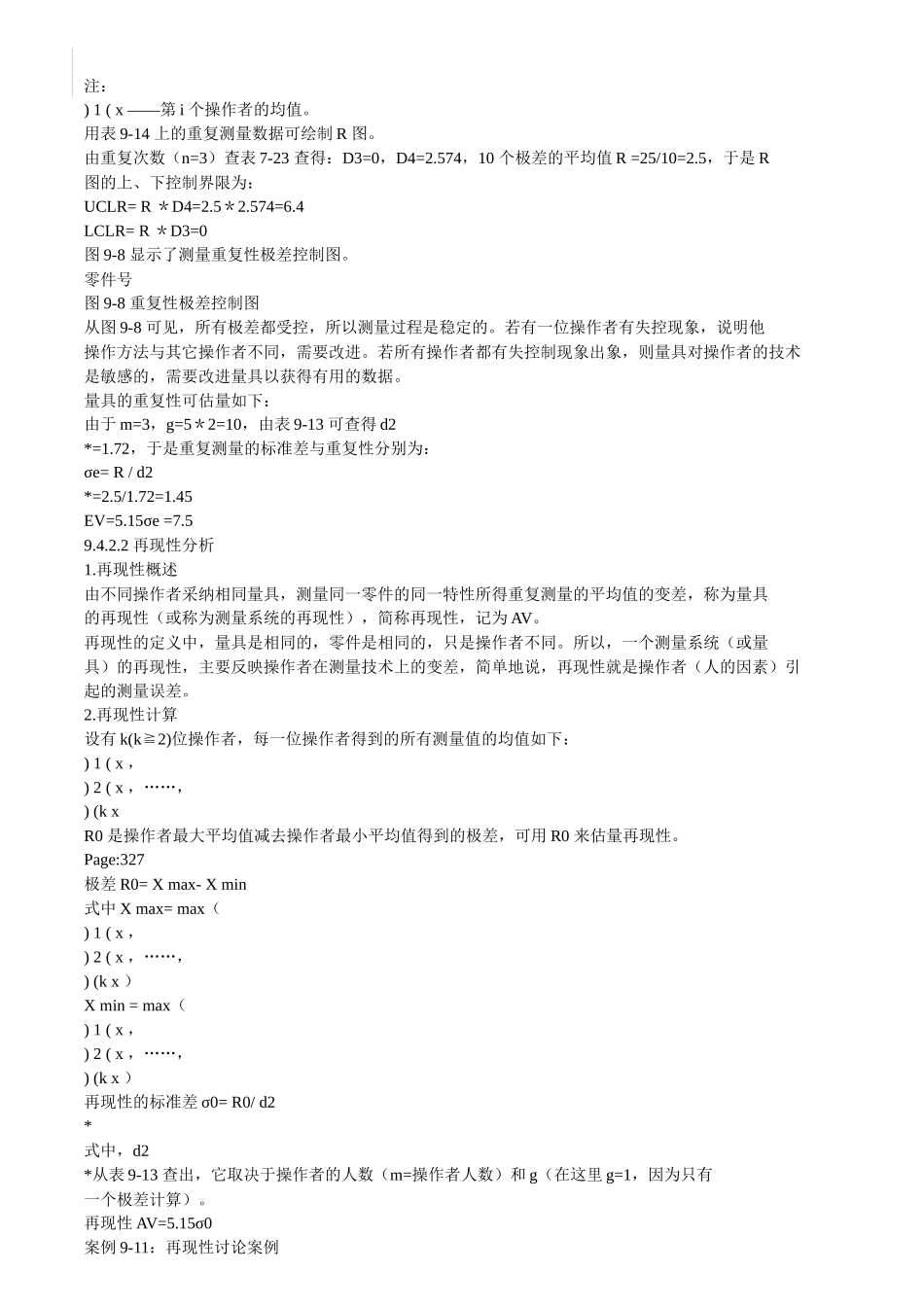
用表 9-14 上的重复测量数据可绘制 R 图
由重复次数(n=3)查表 7-23 查得:D3=0,D4=2
574,10 个极差的平均值 R =25/10=2
5,于是 R图的上、下控制界限为:UCLR= R *D4=2
4LCLR= R *D3=0图 9-8 显示了测量重复性极差控制图
零件号图 9-8 重复性极差控制图从图 9-8 可见,所有极差都受控,所以测量过程是稳定的
若有一位操作者有失控现象,说明他操作方法与其它操作者不同,需要改进
若所有操作者都有失控制现象出象,则量具对操作者的技术是敏感的,需要改进量具以获得有用的数据
量具的重复性可估量如下:由于 m=3,g=5*2=10,由表 9-13 可查得 d2*=1
72,于是重复测量的标准差与重复性分别为:σe= R / d2*=2
45EV=5
15σe =7
2 再现性分析1
再现性概述由不同操作者采纳相同量具,测量同一零件的同一特性所得重复测量的平均值的变差,称为量具的再现性(或称为测量系统的再现性),简称再现性,记为 AV
再现性的定义中,量具是相同的,零件是相同的,只是操作者不同
所以,一个测量系统(或量具)的再现性,主要反映操作者在测量技术上的变差,简单地说,再现性就是操作者(人的因素)引起的测量误差
再现性计算设有 k(k2)≧位操作者,每一位操作者得到的所有测量值的均值如下:) 1 ( x ,) 2 ( x ,……,) (k xR0 是操作者最大平均值减去操作者最小平均值得到的极差,可用 R0 来估量再现性
Page:327极差 R0= X max- X min式中 X max= max() 1 ( x ,) 2 ( x ,……,) (k x )X min = max() 1 ( x ,) 2