应用尺寸链计算杆类电镀件工序尺寸的探讨重型机械股份 田丽敏 郭维斌摘要:通过对活塞杆类电镀件工艺过程的分析,探讨如何准确合理应用尺寸链计算工序尺寸和尺寸公差分配的方法,并归纳出常用尺寸段电镀件公差表
关键词:尺寸链、电镀件、工序尺寸在许多机械产品中,液压缸是很重要的精密元件,其中活塞杆的外圆表面要求精密耐磨,就是要有一定的硬度、精度和粗糙度,所 以 外 圆 表 面 一 般 要 求 镀 硬 铬 , 镀 层 厚 度 单 边 为 0
05mm,精度为 f8 或 f9,粗糙度值 Ra0
2μm,这要在加工过程中对电镀件工序尺寸进行控制,必须保证最小镀层厚度,否则会降低零件的使用寿命,同时又不得超过最大镀层厚度,以免增加制造成本和影响镀层结合强度
本文所探讨的是准确合理地应用尺寸链原理计算杆类电镀件工序尺寸,进而归纳计算出常用尺寸段的电镀活塞杆件工序尺寸公差表
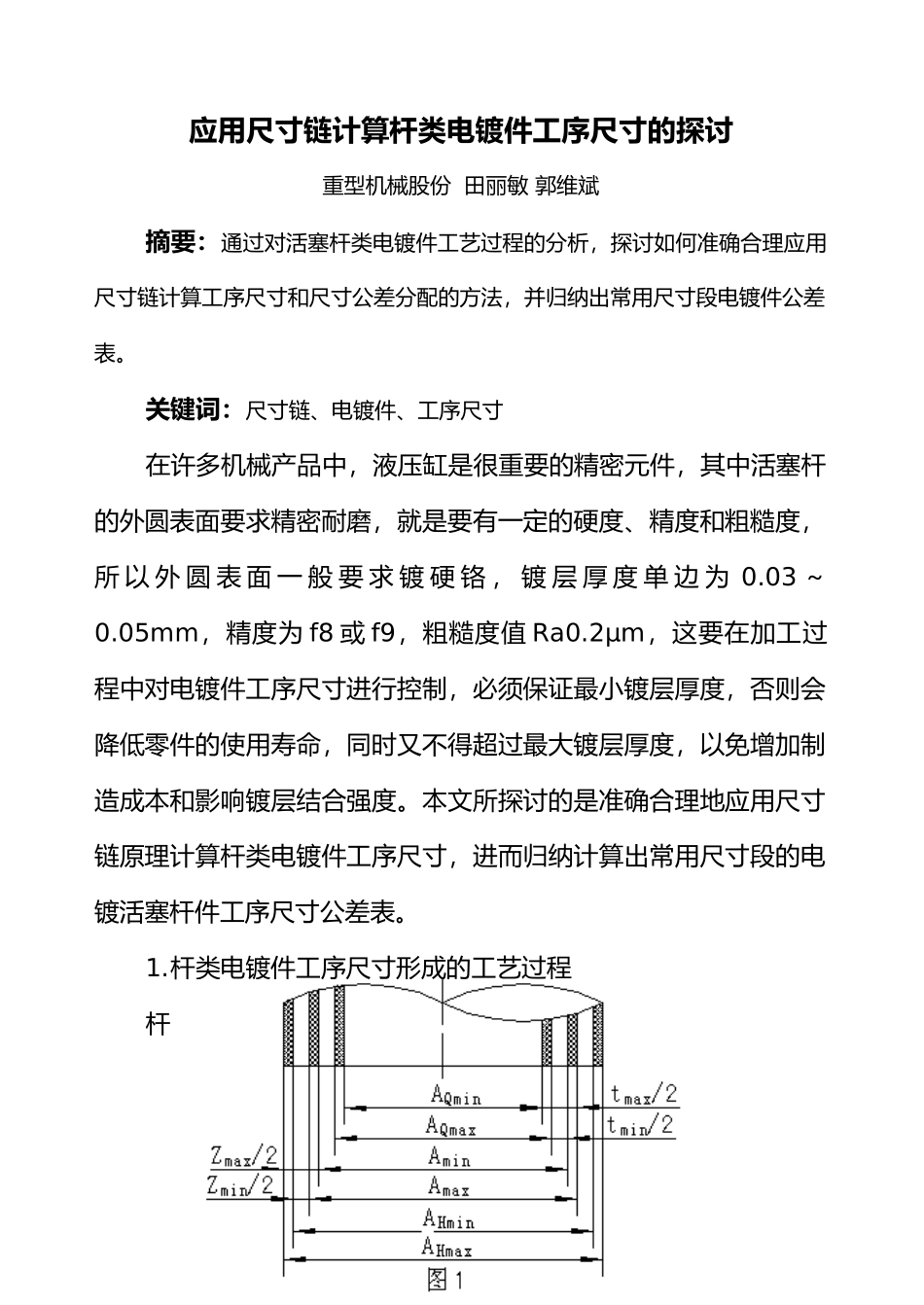
杆类电镀件工序尺寸形成的工艺过程杆(轴)类电镀件工序尺寸如图 1 所示由于镀层与轴线对称分布,为了讨论问题方便,在尺寸链中把镀层与余量合在一起建立尺寸链如图 2 所示
图 1、图 2 中:AQ—电镀前工序尺寸,公差 δ(AQ)δ(AQ)=AQmax-AQmin=△AQ 上-△AQ 下;A—设计要求尺寸,公差 δ(A)δ(A)=Amax-Amin=△A 上-△A 下; t— 镀层厚度(双边),公差 δ(t)δ(t)=t max-t min=△t 上-△t 下;AH—电镀后工序尺寸,公差 δ(AH)δ(AH)=AHmax-AHmin=△AH 上-△AH 下;Z—为镀后抛光所留的余量,公差 δ(Z)δ(Z)=Zmax-Zmin=△Z 上-△Z 下;其中:△AQ 上、△AQ 下—电镀前尺寸的上下偏差;△A 上、△A 下 —设计要求尺寸的上下偏差;△t 上、△t 下 —电镀层厚度的上下偏差;△AH 上、△AH 下—电镀后