钢结构现场拼装一、钢结构拼装工序拼装工序:胎架搭设 f 测量定位 f 出厂桁架吊装至胎架上 f 拼装 f 校正 f 焊接 f交验
二、大厅主桁架现场拼装(一)、大厅次桁架和连廊次桁架在加工厂单榀整体组装;大厅主桁架分段在加工厂制作,运至现场再拼装成四段;连廊平面主桁架在加工厂分段组装,运至现场单榀拼装成整体
(二)、大厅主桁架现场拼装1
大厅主桁架分段制作以不超过 12-15 米的长度出厂
大厅主桁架为空间桁架,采用立式拼装法
拼装前,所有分段构件必须经过复查,尺寸合格后方可进行拼装
拼装前,在标高 7
38 米楼面上通过经纬仪和水准仪将胎架轴线放出来
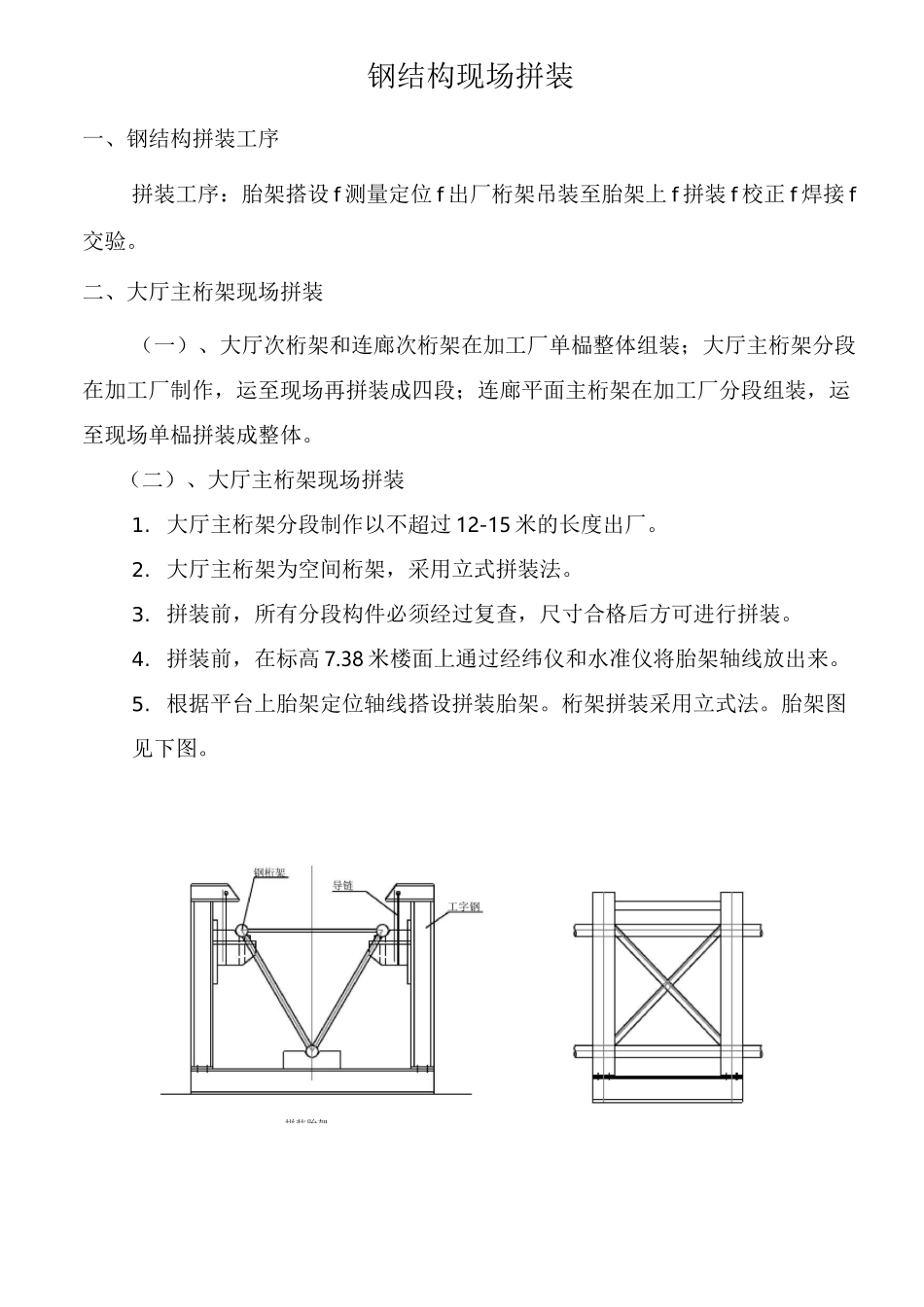
根据平台上胎架定位轴线搭设拼装胎架
桁架拼装采用立式法
胎架图见下图
拼装胎架搭设完毕后,通过经纬仪和水准仪和其它测量工具校正胎架精度,合格后开始拼装桁架
先将分段桁架吊至胎架上,接着通过千斤顶调节位置及标高
大厅桁架最长长度,ZHJ-1W(E)为 98 米,最短长度,ZHJ-11W(E)为 89
2米,22 榀主桁架均在 7
38 米楼面的拼装胎架上进行拼装,每榀桁架按吊装分段长度拼装成 4 段
拼装后检查剖口尺寸,尺寸无误后,清除剖口附近油、锈、水等杂物,然后进行定位焊
桁架拼装焊接采用 C02 气体保护焊或手工电弧焊,焊接材料选用H10Mn2 焊丝或 E5015、E5016 焊条
三、连廊平面桁架的拼装1
连廊的桁架为平面桁架,采用卧式拼装法
连廊桁架长度为 28
4 米,分 2 段,在加工厂组装,运至现场后将 2 段桁架拼装成一个整体桁架
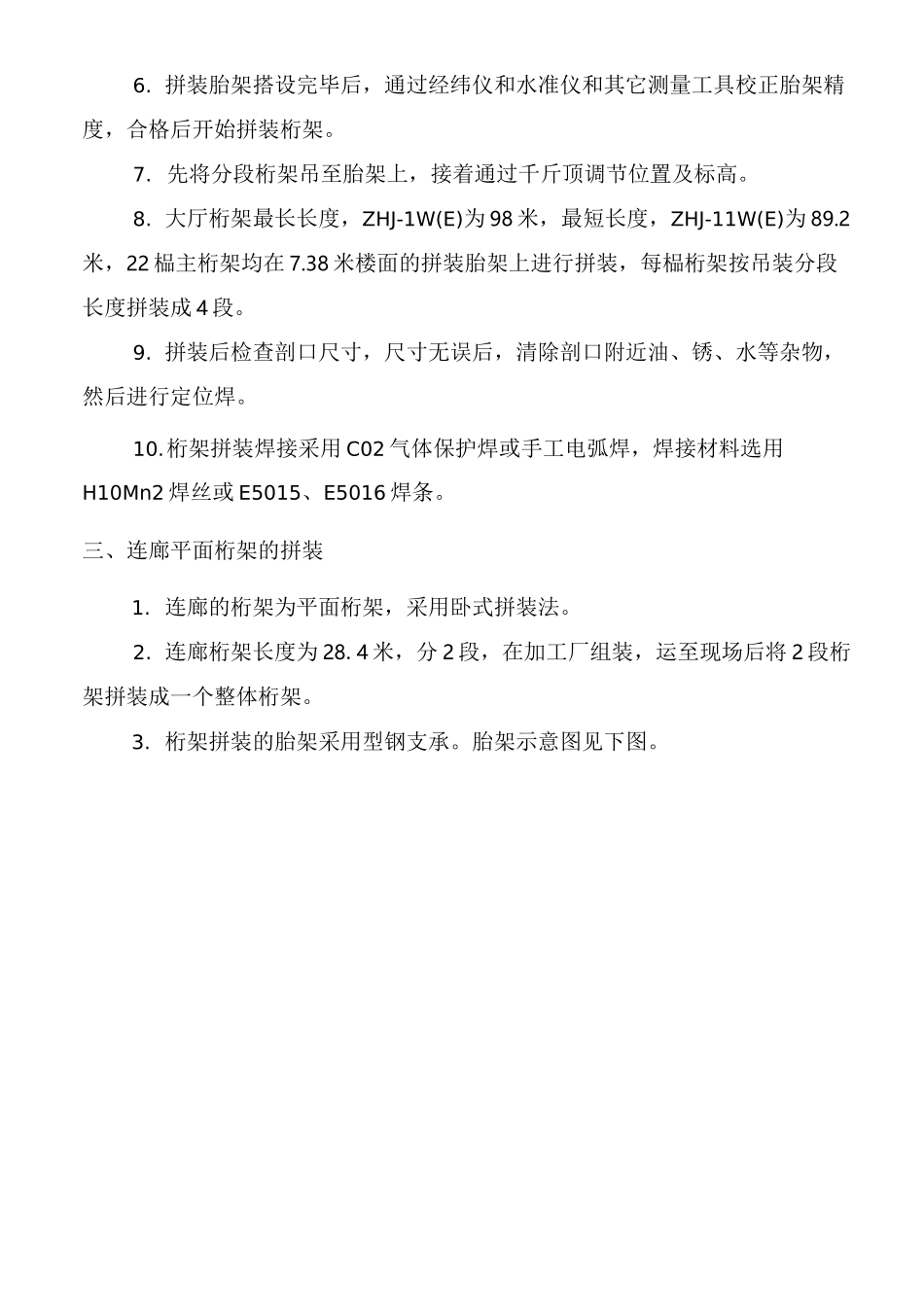
桁架拼装的胎架采用型钢支承
胎架示意图见下图
BABA连廊主桁架卧式拼装法A-AB-B4
拼装胎架搭设后,用仪器进行定位和找平
然后将从加工厂拖到现场的桁架吊装至胎架上,校正好后,组装焊接