缸筒加工要求缸筒:备料(45#无缝钢管,正火)→车→珩磨→钳→防锈
缸体:焊接(焊后保温缓冷去应力)→车→钳→防锈入库
缸底:备料(45#圆钢,正火)→车→防锈
缸头:a、水平油缸:备料(45#圆钢,调质)→铣→车→钳→ 防锈入库; b、主油缸:备料(45#圆钢,正火)→车→钳→防锈入库
缸筒内径 D 采纳 H7 或 H8 级配合,表面粗糙度 Ra0
32 且都需珩磨
热处理:调质硬度大于等于 HB241-285
缸筒内径 D 的圆度,锥度,圆柱度不大于内径公差之半
缸筒直线度公差在 500mm 长度上不大于 0
缸筒端面对内径的垂直度在直径 100mm 上不大于 0
04mm活塞尺寸机加工公差活塞宽度为活塞外径的 0
6-1 倍,但也要根据密封形式而定
活塞外径的配合一般采纳 f9,外径对内孔的同轴度公差不大于0
02mm,端面与轴线的垂直度公差不大于 0
04mm/100mm,外表面的圆度和圆柱度公差不大于外径公差之半,表面粗糙度视结构形式不同而各异
活塞杆的技术要求活塞杆:备料(40Cr 圆钢)→粗车→调质→精车→铣槽→外磨→电镀→抛光→防锈入库
活塞杆一般使用中碳钢(如 45 号钢)活塞杆要在导向套中滑动一般采纳 H8/h7 或 H8/f7 配合
其圆柱度公差不大于直径公差之半安装活塞的轴颈与外圆的同轴度公差不大于 0
01mm 安装活塞的轴肩端面与活塞杆轴线的垂直度公差不大于 0
04mm/100mm 活塞杆的外圆粗糙度 Ra 一般为 0
导向套加工要求导向套外圆与端盖内孔的配合多为 H8/f7,内孔与活塞杆外圆的配合多为 H9/f9
外圆与内孔的同轴度公差不大于 0
03mm 圆度和圆柱度公差不大于直径公差之半
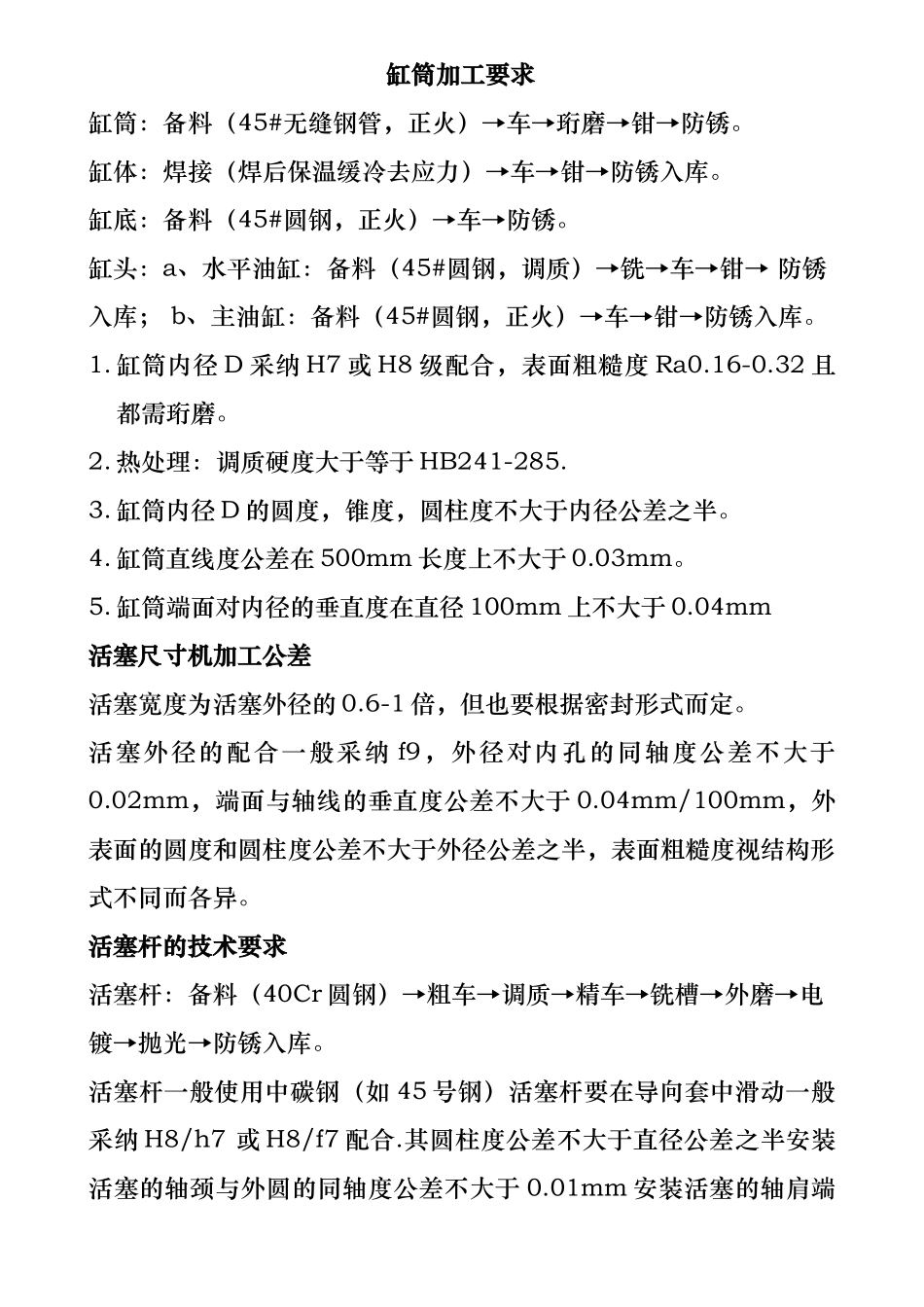
GB T 1800
4-1999 极限与配合 标准公差等级和孔、轴的极限偏差表 液压