锥螺纹钢筋接头工艺标准1 范围本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径 16~40mm 的热轧Ⅱ、Ⅲ级同级钢筋的同径或异径钢筋的连接
所连接钢筋直径之差不宜超过 9mm
采纳锥螺纹钢筋接头应经设计人员同意
22 施工准备2
1 材料及主要机具:2
1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单
2 连接套应符合以下要求:2
1 有明显的规格标记(如 32 或 32)
2 锥孔用塑料密封盖封住
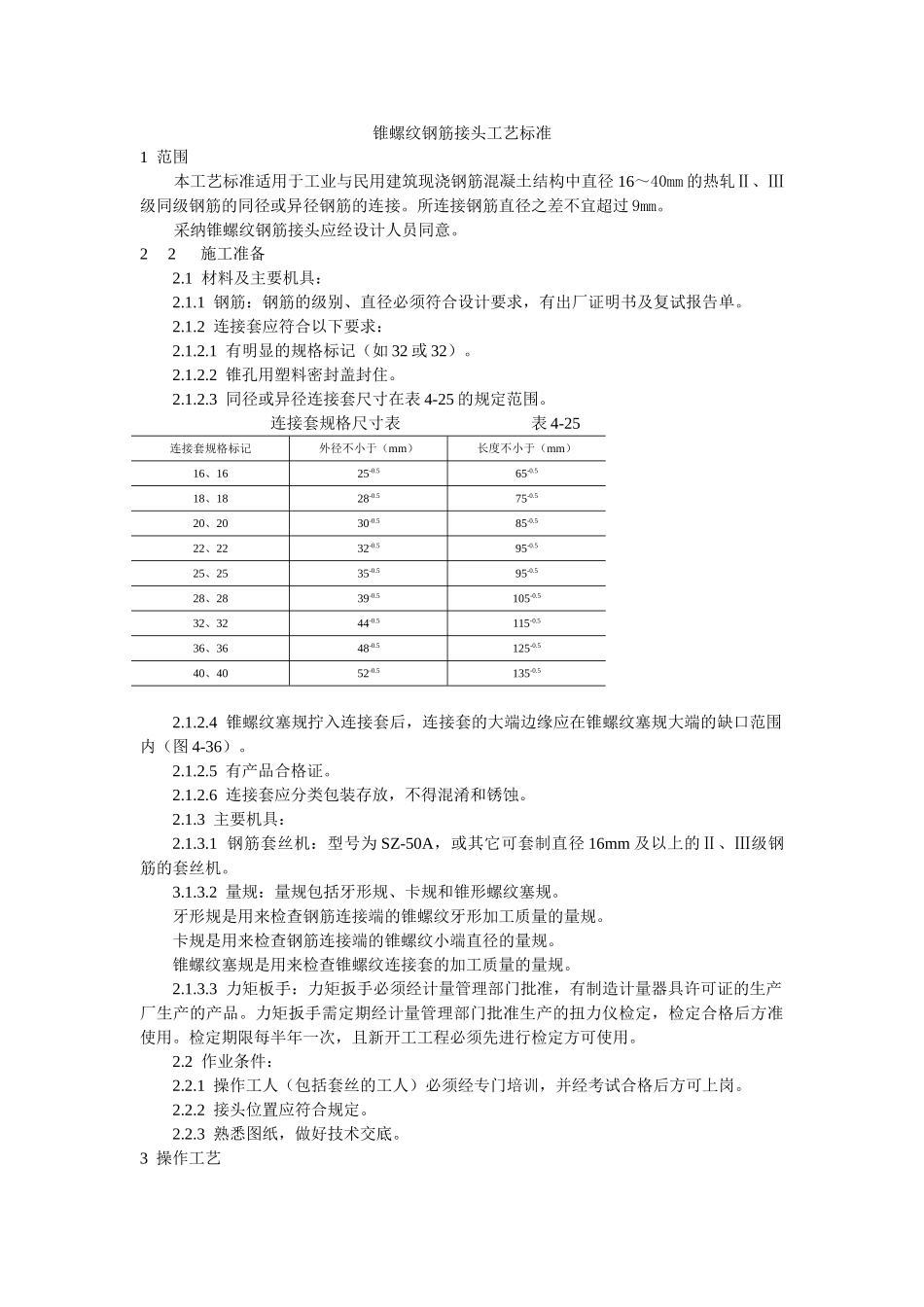
3 同径或异径连接套尺寸在表 4-25 的规定范围
连接套规格尺寸表表 4-25连接套规格标记外径不小于(mm)长度不小于(mm)16、1625-0
518、1828-0
520、2030-0
522、2232-0
525、2535-0
528、2839-0
5105-0
532、3244-0
5115-0
536、3648-0
5125-0
540、4052-0
5135-0
4 锥螺纹塞规拧入连接套后,连接套的大端边缘应在锥螺纹塞规大端的缺口范围内(图 4-36)
5 有产品合格证
6 连接套应分类包装存放,不得混淆和锈蚀
3 主要机具:2
1 钢筋套丝机:型号为 SZ-50A,或其它可套制直径 16mm 及以上的Ⅱ、Ⅲ级钢筋的套丝机
2 量规:量规包括牙形规、卡规和锥形螺纹塞规
牙形规是用来检查钢筋连接端的锥螺纹牙形加工质量的量规
卡规是用来检查钢筋连接端的锥螺纹小端直径的量规
锥螺纹塞规是用来检查锥螺纹连接套的加工质量的量规
3 力矩板手:力矩扳手必须经计量管理部门批准,有制造计量器具许可证的生产厂生产的产品
力矩扳手需定期经计量管理部门批准生产的扭力仪检定,检