锻造模数控加工新工艺讨论 摘要:针对原锻造模制造中存在的问题,提出新的加工工艺方案,主要针对 4 个方面进行了改进:热处理后进行粗、精加工;根据加工要求模具零件型面采纳不同的加工策略;型槽直接测量取代样板测量;样件采纳可加工塑料压塑成型
与原加工工艺相比,新加工工艺降低了生产成本,在模具零件加工精度、效率等方面都有明显提高
关键词:锻造模;数控加工;曲轴锤;热处理;样板测量 锻造模是生产锻件的主要工艺装备,其型面形状复杂
为保证模具的使用寿命及锻件精度,要求模具具有较高的硬度、表面质量及尺寸精度
另外市场竞争要求锻造模制造周期越来越短,如何满足市场需求,保证锻造模生产零件的质量,提高加工效率是目前锻造模生产中面临的主要问题
锻造模的加工经历了仿形加工、电解与电火花加工、数控加工与高速加工技术的进展阶段[1]
仿形加工生产周期长、加工精度低、模具尺寸一致性差,目前很少采纳
电解加工主要用于锻造模的粗加工,加工效率高但精度低
电火花加工效率低,主要用于小型锻造模或具有深型槽及细微特征部位的辅助加工[2],其加工成本高
高速加工技术加工精度高、切削力小、效率高,是锻造模制造的主要进展方向,但昂贵的机床设备限制了该技术的推广
目前数控加工仍然是锻造模生产加工的主要手段
现在分析传统锻造模加工工艺的基础上,对其工艺进行改进
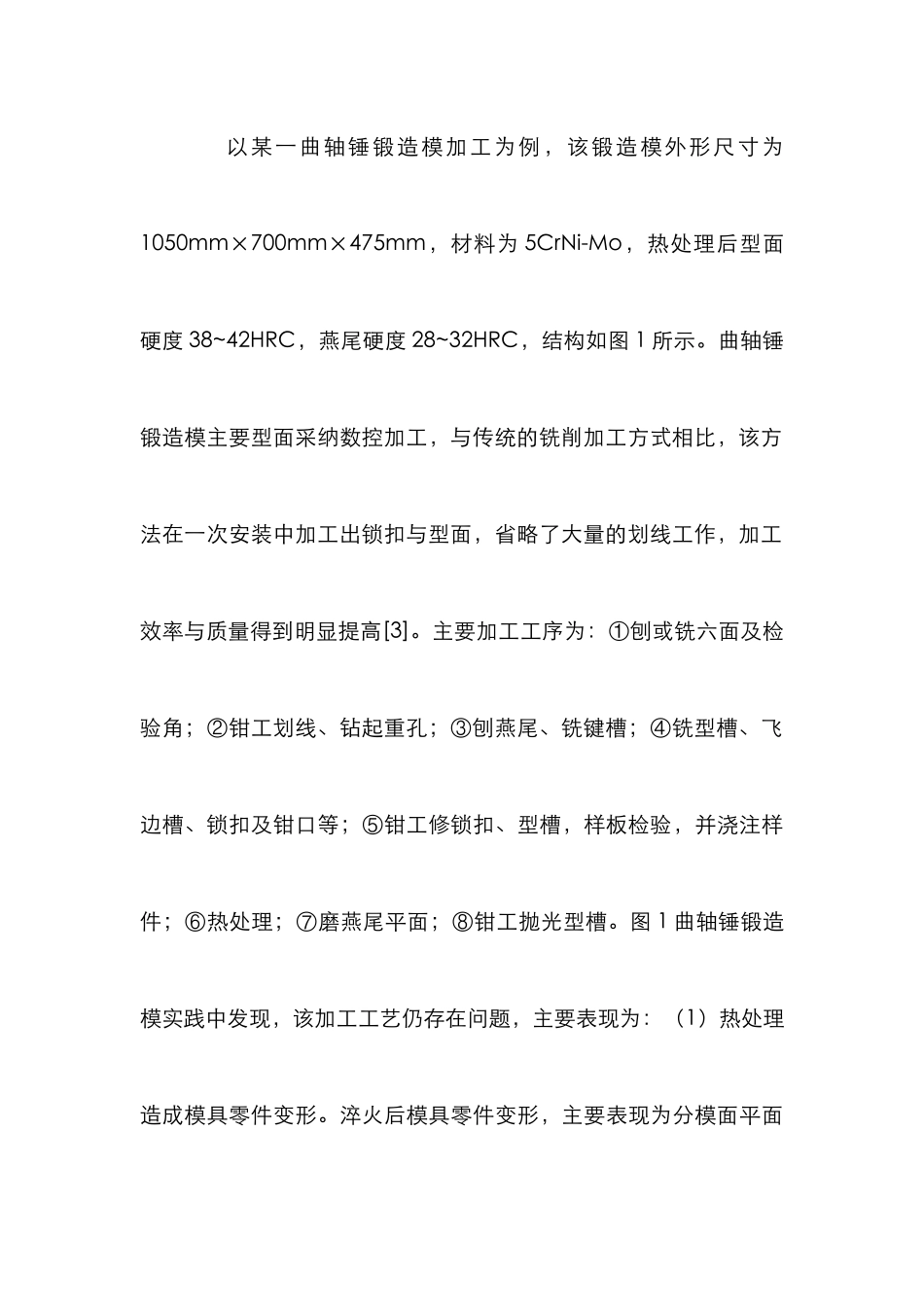
1 传统锻造模制造工艺及问题分析 以某一曲轴锤锻造模加工为例,该锻造模外形尺寸为1050mm×700mm×475mm,材料为 5CrNi-Mo,热处理后型面硬度 38~42HRC,燕尾硬度 28~32HRC,结构如图 1 所示
曲轴锤锻造模主要型面采纳数控加工,与传统的铣削加工方式相比,该方法在一次安装中加工出锁扣与型面,省略了大量的划线工作,加工效率与质量得到明显提高[3]
主要加工工序为:①刨或铣六面及检验角;②钳工划线、钻起重孔;③刨燕尾、铣键槽;④铣型