word 格式整理磁粉探伤检验规1、适用围本规叙述的是湿磁粉对铁磁性材料表面及近表面裂纹及其它不连续的一种检测
适用于钻井工具表面和连接螺纹的磁粉检测
2、引用标准、规ASME709磁粉检测的标准推荐操作方法GB11522标准对数视力表JB/T4730
1承压设备无损检测第 1 部分:通用部分JB/T4730
4承压设备无损检测第 4 部分:磁粉检测JB/T6063磁粉探伤用磁粉技术条件JB/T6065无损检测磁粉检测用试片JB/T8290磁粉探伤机ASNT-TC-1A无损检测人员的资格鉴定3、磁粉检测人员3
1 从业人员应按 ASNT-TC-1A 和《特种设备无损检查人员考核与监督管理规定》的要求,取得相应无损检测资格
2 无损检测人员资格的分级为:III(髙)级、II(中)级、I(初)级
取得不同无损检测方法和资格级别人员,只能从事于该方法和资格级别相应的工作,并负责相应的叫声责任
3 磁粉检测人员未经矫正会经矫正的近(距)视力或远(距)视力应不低于 5
0(小数记录值为 1
测试方法应符合 GB11533 的规定
4 无损检测人员应根据 ASNT-TC-1A 的规定,每年进行一次视力检查,不word 格式整理得有色盲
4、检测设备、器材和材料4
1 磁粉探伤机磁粉探伤机,在有效适用期应良好的保养
交流电磁轭应有 45N 的提升力,直流电磁轭至少应有 177N 的提升力
检测周期为 6 个月一次
2 磁悬液磁悬液浓度应根据磁粉种类、力度、施加方法和被检工件表面状况等因素来确定
用于完全润湿工件表面的油机介质,如出现不完全润湿,要从新进行清洗或添加更多磁粉或添加更多润湿剂
3 退磁装置退磁装置应能保证退磁后,表面剩磁不大于 0
3mT(240A/m)
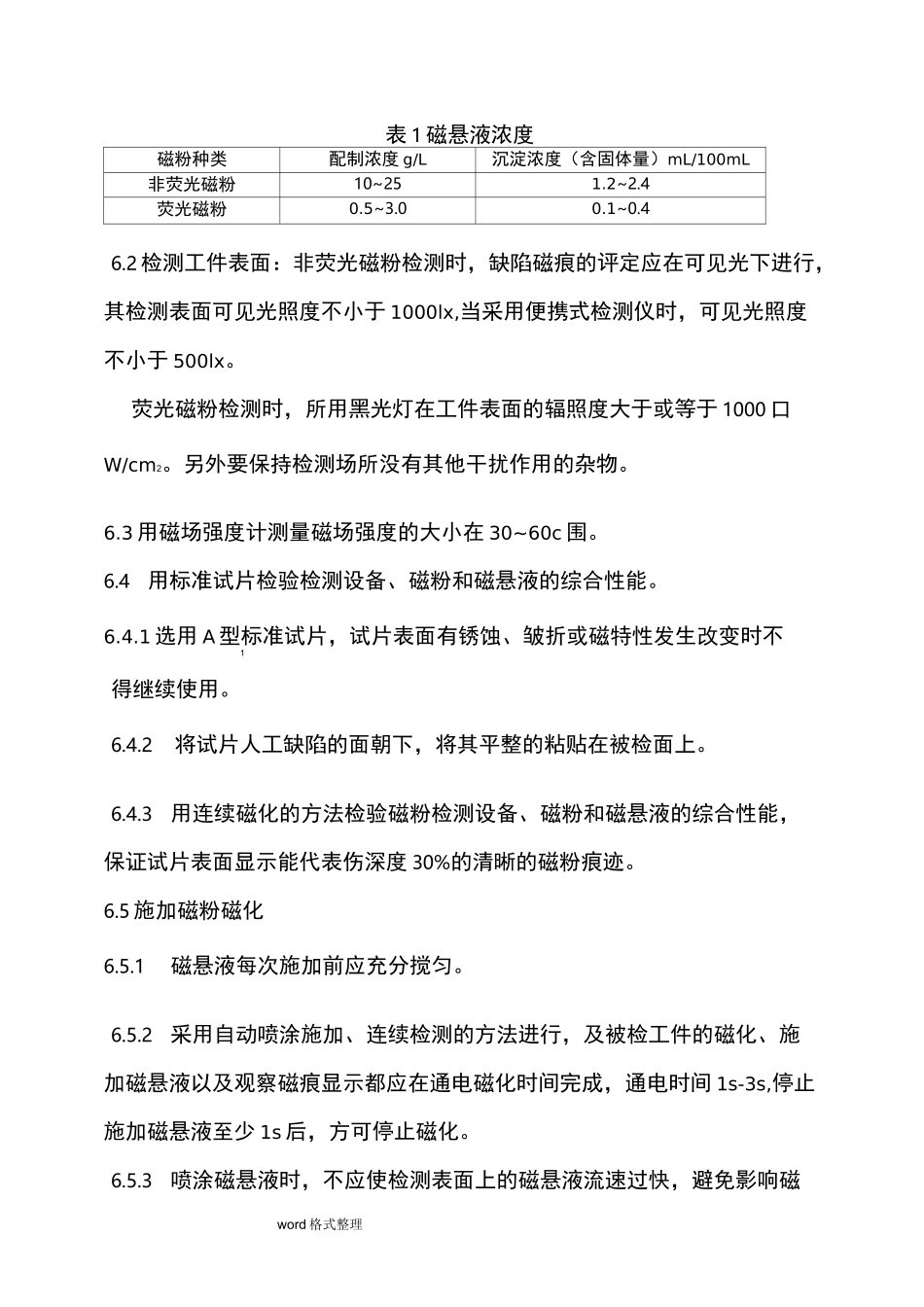
4 辅助设备磁场强度计标准试片 A(或 CX)1磁场指示器磁悬液浓度测试仪(管)2~10 倍