完美整理双相不锈钢的焊接技术及工艺要求双相不锈钢的特性双相钢亦称奥氏体一铁素体不锈钢,一般认为其铁素,其余奥氏体双相金属组织具有较高的强度和抗腐蚀能力
双相钢在整个焊接过程容易形成焊缝及热影响区的相位变化
双相钢物理性能热传导性:碳钢钢;双相钢
热膨胀:碳钢钢:双相钢双相钢中铁索体含量%:强度下降,抵抗应力腐蚀开裂能力下降
—%:降低抗点蚀能力及韧性,增强抗氢致延迟裂纹焊接材料的选用为了确保焊缝焊后奥氏体一铁素体比例的平衡,双相钢的焊接通常选用铬镍含量比母材略高的双相填充金属
不得采用与母体金属成分一致的焊接材料焊接或母体材料自熔焊接,否则,会造成焊缝金属的双相不平衡,从而导致金属镍过量稀释、铁素体含量过高
需采用高一级的焊材应用奥氏体元素()来超合金化
如母材为双相不锈钢的焊接材料一般选用焊材成分为“”的牌号
两种双相不锈钢同种钢焊接的焊丝与焊条见表:仅供参考完美整理母材牌号焊材牌号CWCiSiW PWSWCuWSS焊条焊丝SS坡口的设计和加工双相钢对接接头坡口的设计、加工应满足焊缝充分焊透又不能烧穿的要求,坡口的设计应避免小角度
双相钢的焊接都应开坡口、留间隙、加填充金属焊接,禁止焊缝自熔焊接和同材质填充材料焊接
双相钢焊接时钢水的流动性和润湿性比一般奥氏体钢差,所以,双相钢坡口角度比一般奥氏体钢的坡口角度要大一些,建议手工焊接一般坡口角度机械焊接坡口角度一般为双相钢焊缝坡口一般采用等离子切割软质砂轮打磨的加工方法加工成形
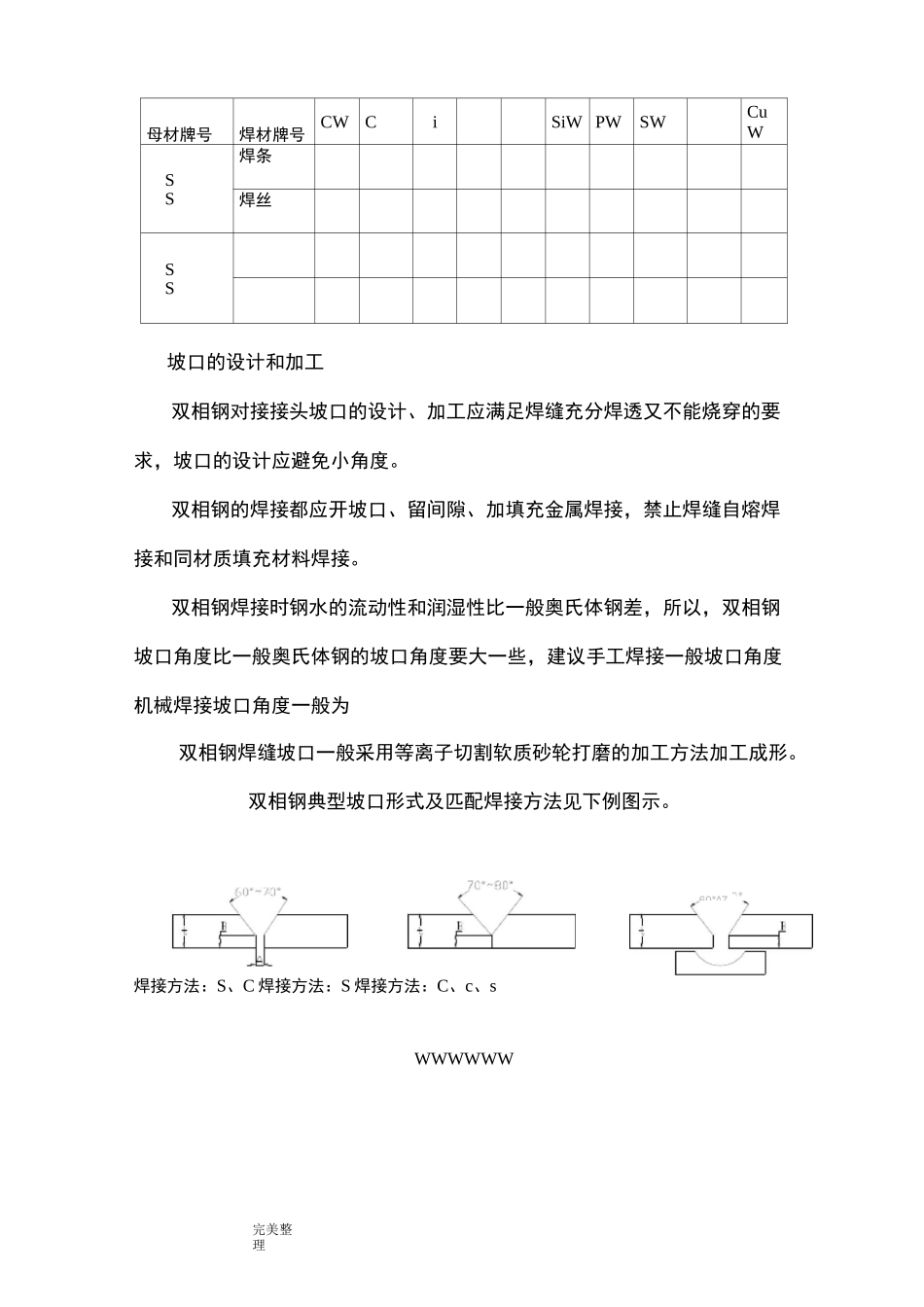
双相钢典型坡口形式及匹配焊接方法见下例图示
焊接方法:S、C 焊接方法:S 焊接方法:C、c、sWWWWWW60*^7完美整理双相钢与异种钢的对接焊缝坡口型式根据双相钢而定
焊前准备和清理工作双相钢焊接或双相钢与普通碳钢焊接焊前必须做好待焊部位及其两侧范围内的除尘、除油污、脱脂、去除水迹的清洁工作,并涂上防飞溅涂料
接材料放置环境应保持恒温、干燥,存