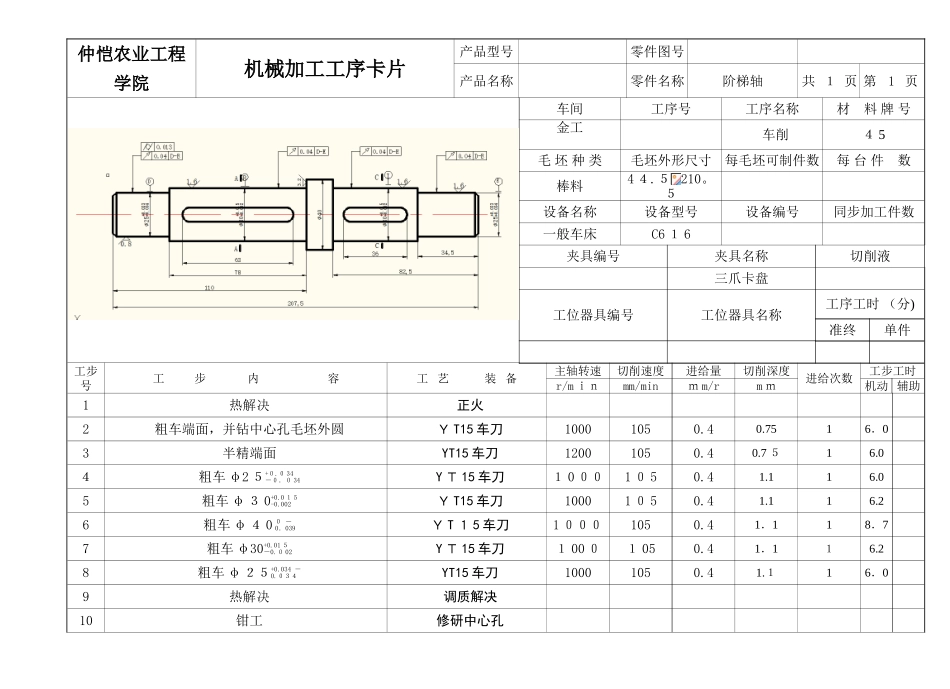
仲恺农业工程学院机械加工工序卡片产品型号零件图号产品名称零件名称阶梯轴共 1 页 第1 页车间工序号工序名称材 料 牌 号金工车削4 5毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数棒料4 4
5设备名称设备型号设备编号同步加工件数一般车床C6 1 6夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/m inmm/minm m/rm m机动 辅助1热解决正火2粗车端面,并钻中心孔毛坯外圆Y T15 车刀10001050
7516.03半精端面YT15 车刀12001050
04粗车 φ2 5+0
0 34 -0.0 34Y T 15 车刀1 0 001 0 50
05粗车 φ 3 0+0
0 1 5 -0
002Y T15 车刀10001 0 50
26粗车 φ 4 00 -0.039Y T 1 5 车刀1 0001050
41.118.77粗车 φ30+0
01 5 -0
0 02Y T 15 车刀1 00 01 050
41.116
28粗车 φ 25+0
034 -0
034YT15 车刀10001050
116.09热解决调质解决10钳工修研中心孔1 1半精车 φ25+0
03 4 -0
034YT15 车刀1 20 01300
012半精车 φ 3 0+0
015 -0
0 0 2YT1 5车刀12001300
213半精车 φ400 -0
039Y T15 车刀1 20 013 0
3 2518
71 4半精车 φ 3 0+0
015 -0
0 02YT 15车刀1 2 001300
215半精车 φ 2 5+0