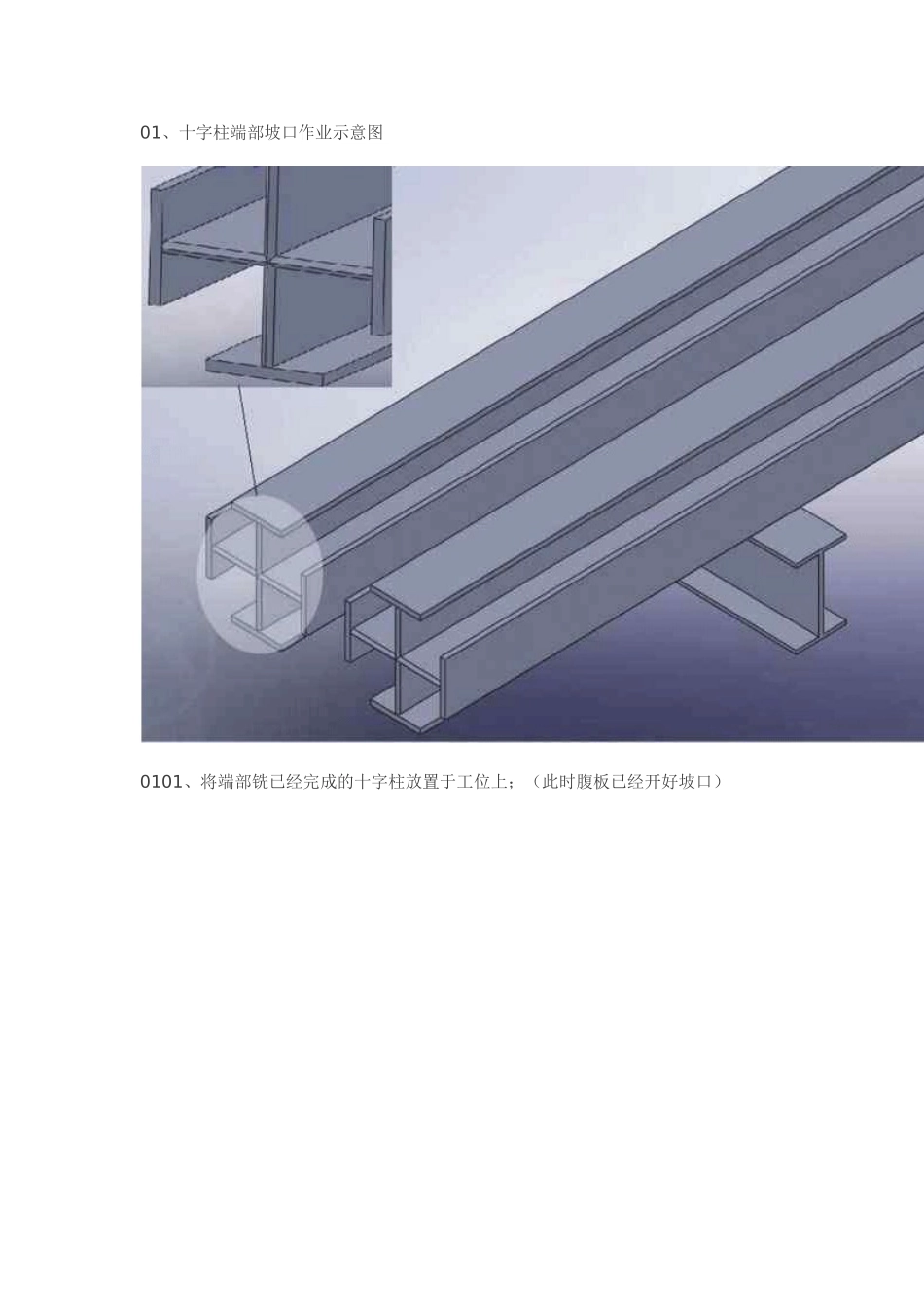
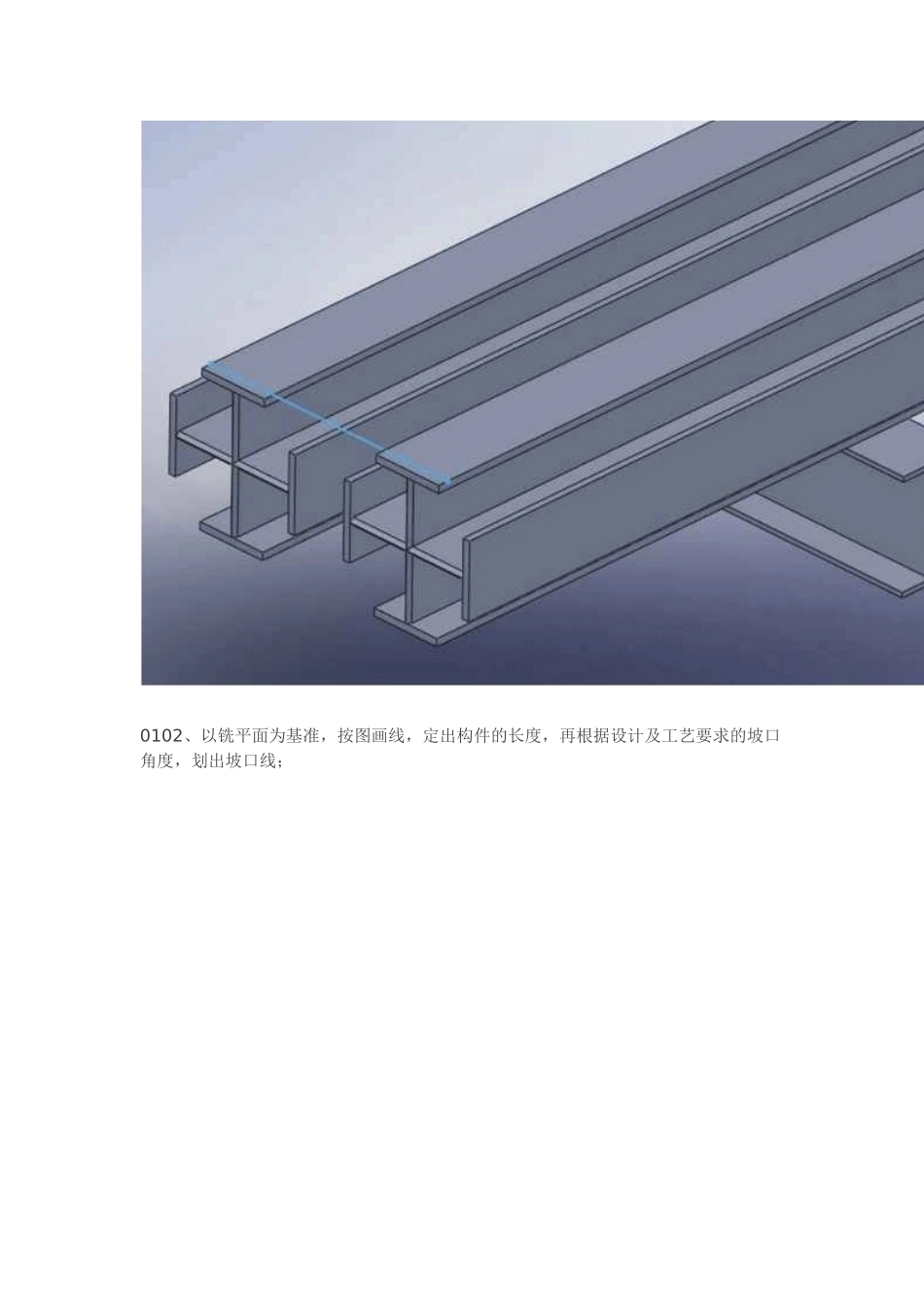
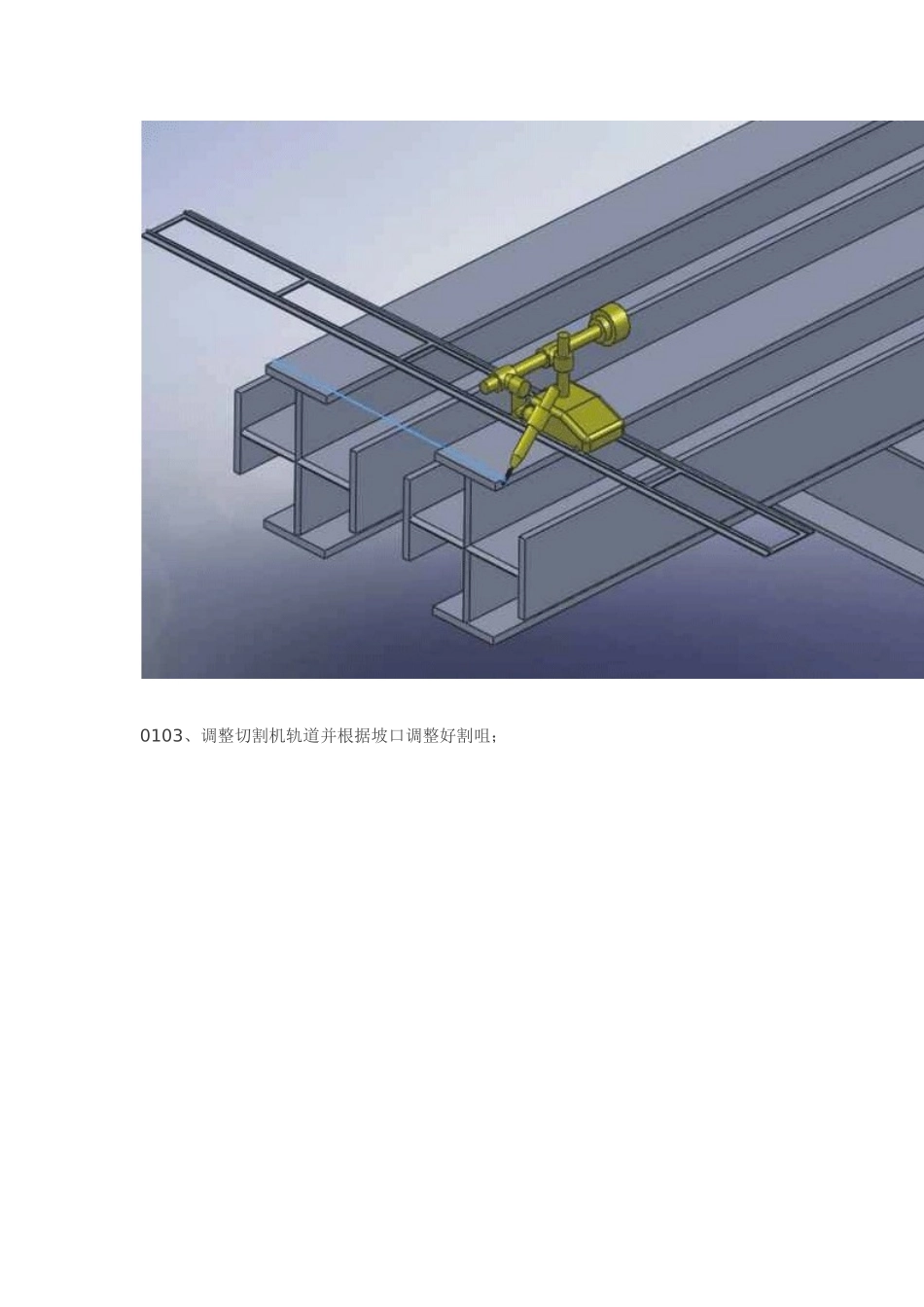
01、十字柱端部坡口作业示意图 0101、将端部铣已经完成的十字柱放置于工位上;(此时腹板已经开好坡口) 0102、以铣平面为基准,按图画线,定出构件的长度,再根据设计及工艺要求的坡口角度,划出坡口线; 0103、调整切割机轨道并根据坡口调整好割咀; 0104、调整好切割参数进行坡口切割,切割时注意控制好坡口钝边和角度(钝边小于2mm,坡口角度一般为 35°)切割完一面后翻转构件切割其他面; 0105、清除割渣,并对坡口面进行打磨
确保割纹深度小于 0
3mm,局部缺口深度小于 1
0mm,切割面平面度小于 0
05 t(t 为板厚),且不大于 2
0mm; 02、十字柱端面铣削工序作业示意图 0201、在矫正好的十字柱上划出翼缘中心线、铣削基准线并敲上样冲点; 0202、将十字柱吊至铣削滚轮架上,调整构件的长度方向上的四个面都垂直于铣刀面,利用辊轮架上前后两个靠山顶紧; 0203、然后利用顶杆顶紧固定构件,防止构件窜动摇晃; 0204、调整刀头进行铣削,铣削掉半个样冲点为止;铣削时可先粗铣,再精铣,精铣时进刀量要调小;铣削结束后将构件吊离工作平台;要求铣削过程中不能停刀,逐层铣削且进刀量逐层减小; 03、十字柱腹板坡口作业示意图 0301、清除操作平台上的杂物,将下料合格的钢板吊至平台,并划出坡口基准线; 0302、常用的坡口尺寸见图,对于设计或工艺有特殊要求的按特殊工艺执行; 0303、摆放并调整切割轨道,以保证小车的行走轨道与板料平行和距离适当; 0304、对切割机进行调试后切割; 0305、钢板宽度<1000mm 时,按图示的方法进行切割; 0306、钢板宽度≥1000mm 时,按图示的方法进行切割; 0307、铲除割渣; 0308、对坡口以及坡口两侧 20mm 范围内的钢板进行打磨,确保割纹深度小于0
3mm,局部缺口深度小于 1
0mm,切割面平面度 0