电火花线切割加工的特点与应用电火花线切割加工的特点与应用 所谓电火花线切割,就是以移动着的细丝(直径约在 0
5mm 以内)做电极,在电极丝与工件之间产生火花放电,并同时按所要求的形状驱动工件进行加工
电火花线切割加工的特点: (1) 它以 0
35mm 的金属线为电极工具,不需要制造特定形状的电极
(2) 虽然加工的对象主要是平面形状,但是除了有金属丝直径决定的内侧脚的最小直径 R(金属线半径+放电间隙)这样的限制外,任何的限制外,任何复杂的开头都可以加工
(3) 轮廓加工所需加工的余量少,能有效地节约贵重的材料
(4) 可无视电极丝损耗(高速走丝切割采纳低损耗脉冲电源;慢速走丝线切割采纳单向连续供丝,在加工区总是保持新电极丝加工),加工精度高 (5) 依靠微型计算机控制电极丝轨迹和间隙补偿功能,同时加工凹凸两种模具时,间隙可任意调节
(6) 采纳乳化液或去离水的工作液,不必担心发生火灾,可以昼夜无人连续加工
(7) 无论被加工工件的硬度如何,只要是导体或半导体的材料都能实现加工
(8) 任何复杂开头的零件,只要能编制加工程序就可以进行加工,因而很适合小批零件和试制品的生产加工,加工周期短,应用灵活
(9) 采纳四轴联动,可加工上,下面异形体,形状扭曲曲面体,变锥度和球形等零件
电火花线切割加工的应用 1.试制新产品 在新产品开发过程中需要单件的样品,使用线切割直接切割出零件,无需模具,这样可以大大缩短新产品的开发周期并降低试制成本
如在冲压生产时,未开出落料模时,先用线切割加工的样板进行成形等后续加工,得到验证后再制造落料模
2.加工特别材料 切割某些高硬度,高熔点的金属时,使用机加工的方法几乎是不可能的,而采纳线切割加工既经济又能保证精度
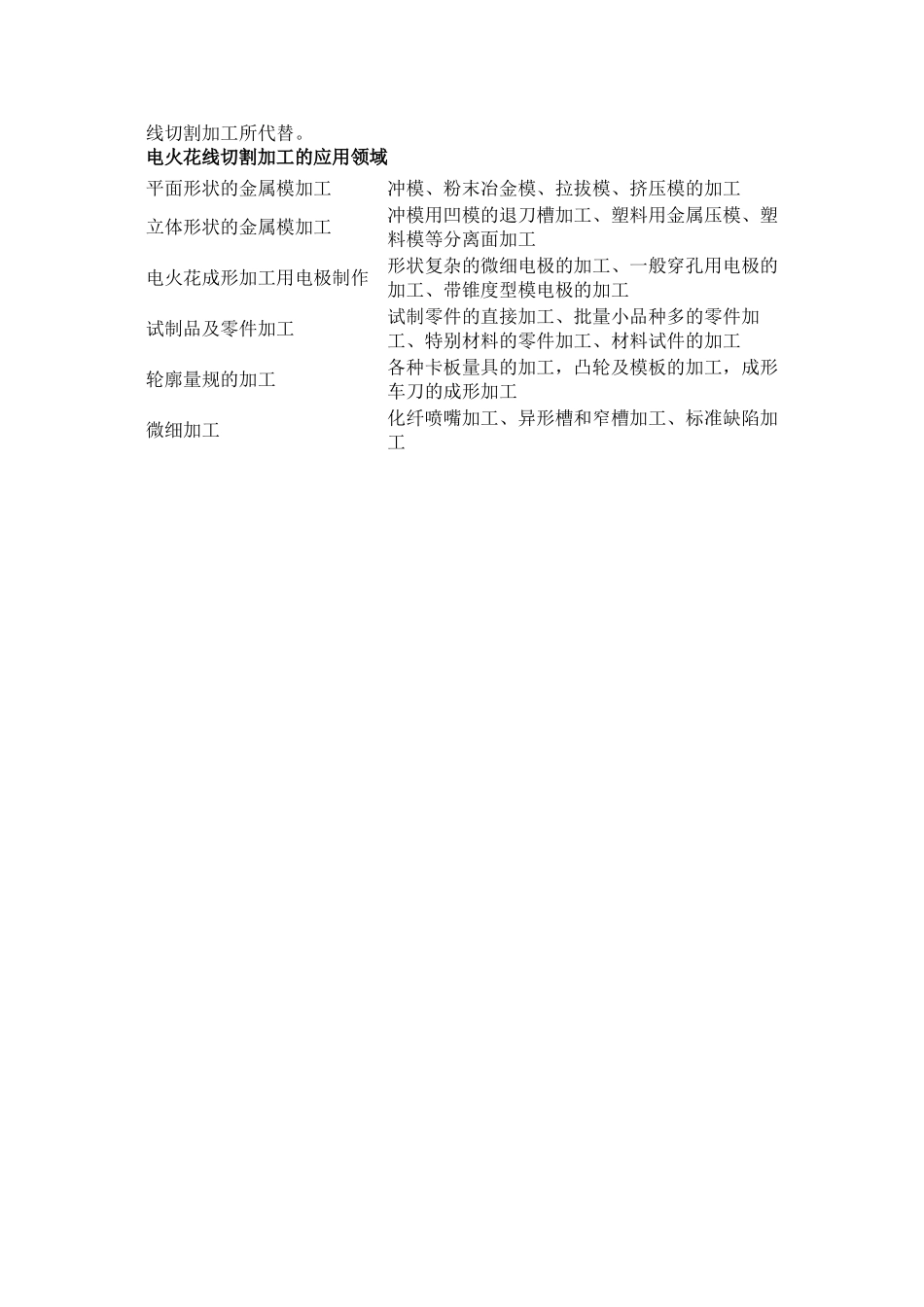
3.加工模具零件 电火花线切割加工主要应用于冲模、挤压模、塑料模、电火花型腔模的电极加工等,由于电