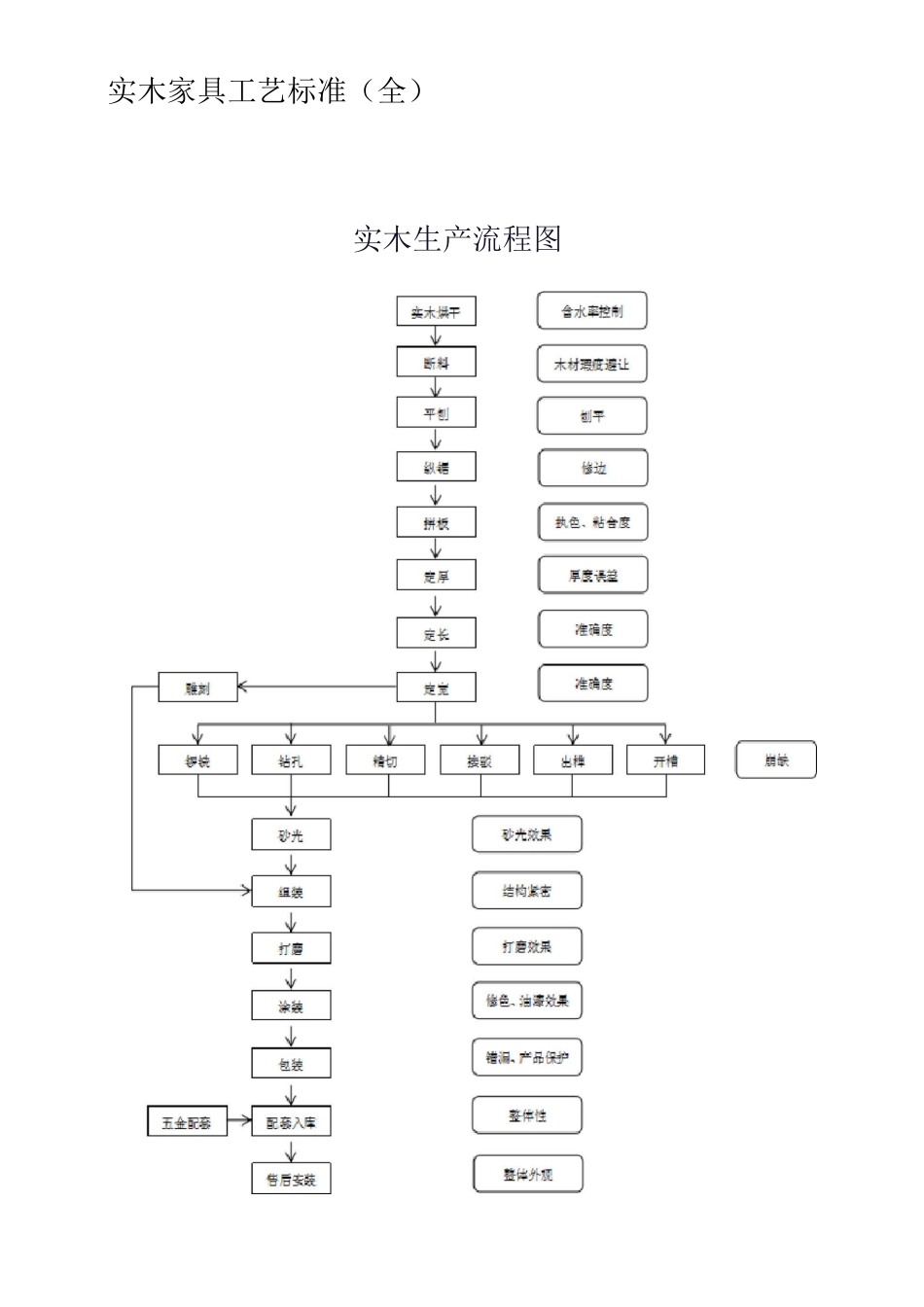
实木家具工艺标准(全)实木生产流程图总体要求:在加工实木家具时,为防止家具开裂、变形,在不影响产品外观的情况下,尽可能的 把产品部件做成拆装结构、油漆完成后组立
带装芯板的门板、抽屉、背板、山板,芯板 需要油漆后活组
用 12mm 或 15mm 细纹钉加实木替条组立,以免因芯板“收、胀”引 起产品开裂、弯曲、变形,在安装油漆后的芯板时,不可涂胶,纹钉不得钉至芯板上
所 有产品可视表面不能出现钉眼,不能看见补过的腻子
所有制做产品的工具、配件,不允 许放在产品或产品部件上面
所有产品或部件需要轻拿轻放,在选材、拼板、机加工时可 按以下标准制做:一、用料标准:1、木材的规格:1
1 按厚度分:机 加工厚度:12mm 19mm 22mm 25mm 32mm 38mm 44mm 50mm, 加工时所有板 材均首选以上厚度尺寸,大于 50mm 的要求拼板,不在以上厚度范围内的厚度用厚当做 宽来加工
2 备料厚度:15mm 22mm 25mm 28mm 35mm 41mm 48mm 5 3mm, 按机加工厚度 的标准各加 3mm 刨切余量即为备料厚度
2 按宽度分:1
1 机加工宽度:19mm 25mm 32mm 38mm 44mm 50mm 60mm 70mm 80mm 90mm 1mm120mm 140mm,不在以上宽度范围内的,尽可能的按以上标准操作,以保证备料的 统一性
3 按长度分1
3 机加工长度:原则上最大用料长度应在 24mm ,如有特别产品超出此长度,可 根据工厂实际板材的长度进行加工
2、木材的长、宽备料加余量
1 长度方向两端各留 5mm 加工余量
2 宽度方向两边各留 2mm
3、选材要求3
1 自然缺陷:主要是节疤(死节、活节)、矿物线(花纹及导管)、夹皮等
2 存放缺陷:主要是在存放时形成的腐朽
3 正面可见部位:面板、前