焊接工时定额标准(第 2 版)前言:为了力求工时定额得公平、公正、合理、平衡,保证时间核定标准得统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据得透明度,工艺部根据国家相关工时定额标准,结合楚天原有得工时定额标准与现行实际情况,特制订此方案与标准
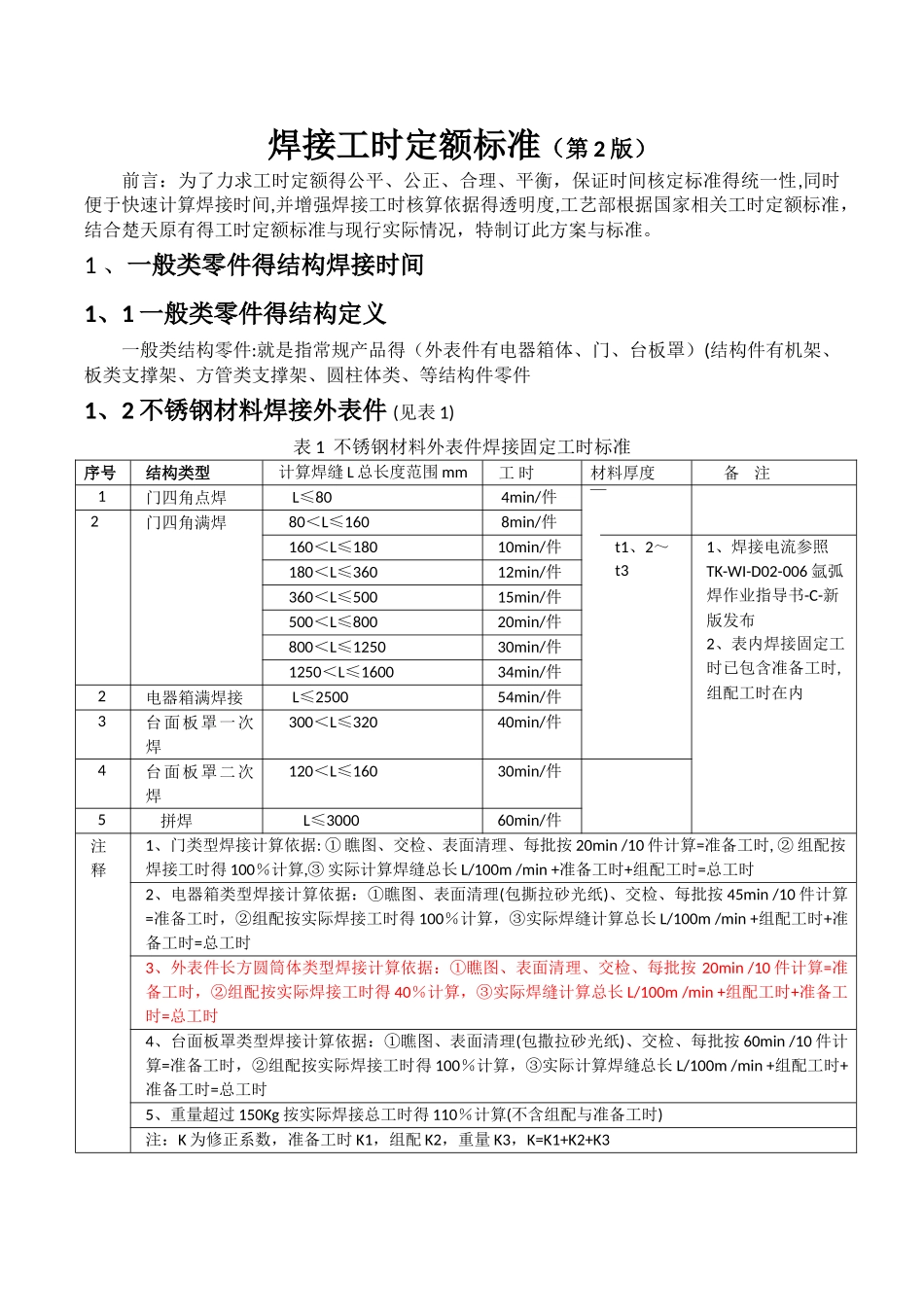
1 、一般类零件得结构焊接时间1、1 一般类零件得结构定义一般类结构零件:就是指常规产品得(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件1、2 不锈钢材料焊接外表件 (见表 1)表 1 不锈钢材料外表件焊接固定工时标准序号结构类型 计算焊缝 L 总长度范围 mm 工 时材料厚度 备 注 1门四角点焊 L≤80 4min/件 ̄2门四角满焊 80<L≤160 8min/件 160<L≤18010min/件t1、2~t31、焊接电流参照TK-WI-D02-006 氩弧焊作业指导书-C-新版发布2、表内焊接固定工时已包含准备工时,组配工时在内 180<L≤36012min/件 360<L≤50015min/件 500<L≤80020min/件 800<L≤125030min/件 1250<L≤160034min/件 2电器箱满焊接 L≤250054min/件 3台面板罩一次焊 300<L≤32040min/件 4台面板罩二次焊 120<L≤16030min/件 5 拼焊 L≤300060min/件注释1、门类型焊接计算依据: ① 瞧图、交检、表面清理、每批按 20min /10 件计算=准备工时, ② 组配按焊接工时得 100%计算,③ 实际计算焊缝总长 L/100m /min +准备工时+组配工时=总工时2、电器箱类型焊接计算依据:①瞧图、表面清理(包撕拉砂光纸)、交检、每批按 45min /10 件计算=准备工时,②组配按实际焊接工时得 100%计算,③实际焊缝计算总长 L/1