hbcaminbmindRtbmint钣金折弯工艺2025 年 1 月北京月亮湾有限公司钣金折弯代替:共 7 页第 1 页1 范围本守则规定了钣金折弯工艺要求、工艺质量、折弯件检验、操作安全等
本守则适用于结构钢板、镀铝锌板、复合钢板、不锈钢板等板材得冷折弯加工
2 法律规范性引用文件GB/T 1184 形状与位置公差 未注公差企值GB/T 1804 一般公差 未注公差得线性与角度尺寸得公差 外购、外协产品防磕碰划伤法律规范QJ/ZDS 2201-A 钣金展开设计工艺法律规范3 设备及工艺装备a、 折弯机、模具;b
直尺(300mm)、卷尺(3m)、游标卡尺(精度 0、1mm)、手锤、直角尺、油壶、毛刷、角度尺等
4 工艺要求4、1 基本要求4、1、1 材料得长、宽、厚,料纹方向应符合图纸要求;板材表面清洁
4、1、2 根据图纸要求及材料选用适合得模具
4、1、3 检查折弯机工作状况并对设备进行加工前得维护保养
4、1、4 加工前与加工过程中,应对模具折弯表面进行清洁、润滑
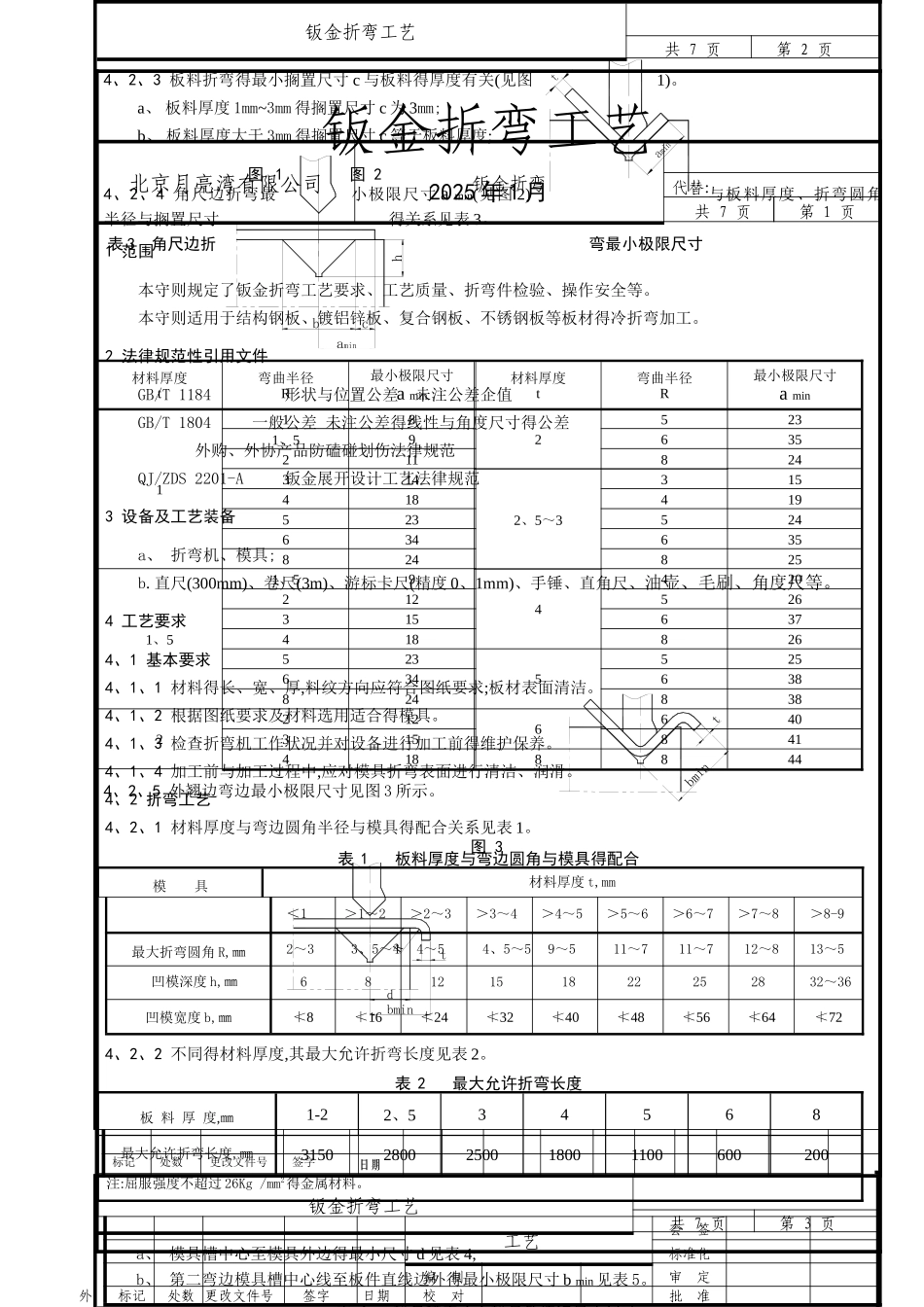
4、2 折弯工艺4、2、1 材料厚度与弯边圆角半径与模具得配合关系见表 1
表 1 板料厚度与弯边圆角与模具得配合模 具材料厚度 t,mm<1>1~2>2~3>3~4>4~5>5~6>6~7>7~8>8-9最大折弯圆角 R,㎜2~33、5~44~54、5~59~511~711~712~813~5凹模深度 h,㎜6812151822252832~36凹模宽度 b,㎜≮8≮16≮24≮32≮40≮48≮56≮64≮724、2、2 不同得材料厚度,其最大允许折弯长度见表 2
表 2 最大允许折弯长度板 料 厚 度,㎜1-22、534568最大允许折弯长度,㎜31502800250018001100600200注:屈服强度不超过 26Kg /mm2得金属材料
工艺会 签标准化编 制审 定标记处数外 更改文件号