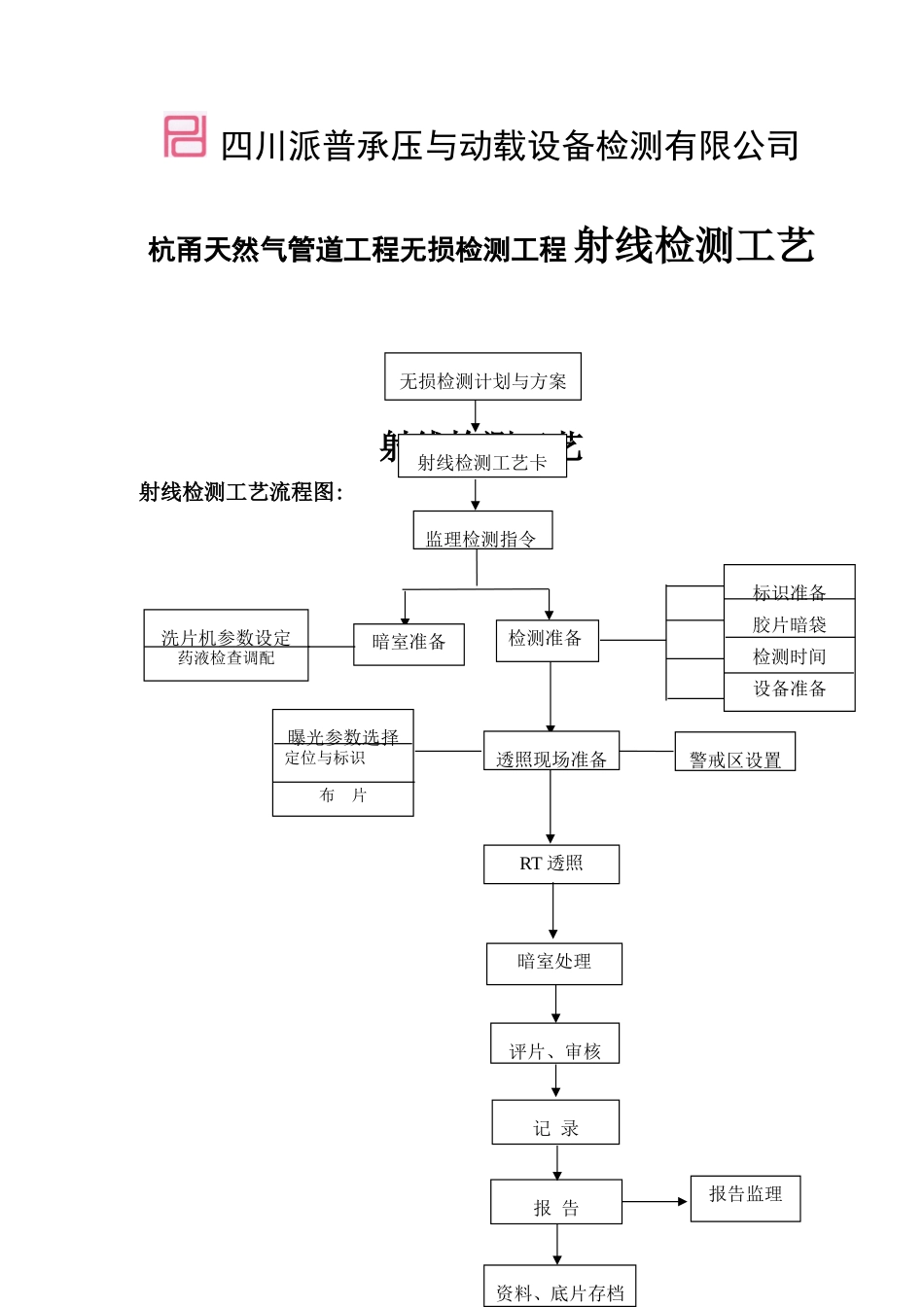
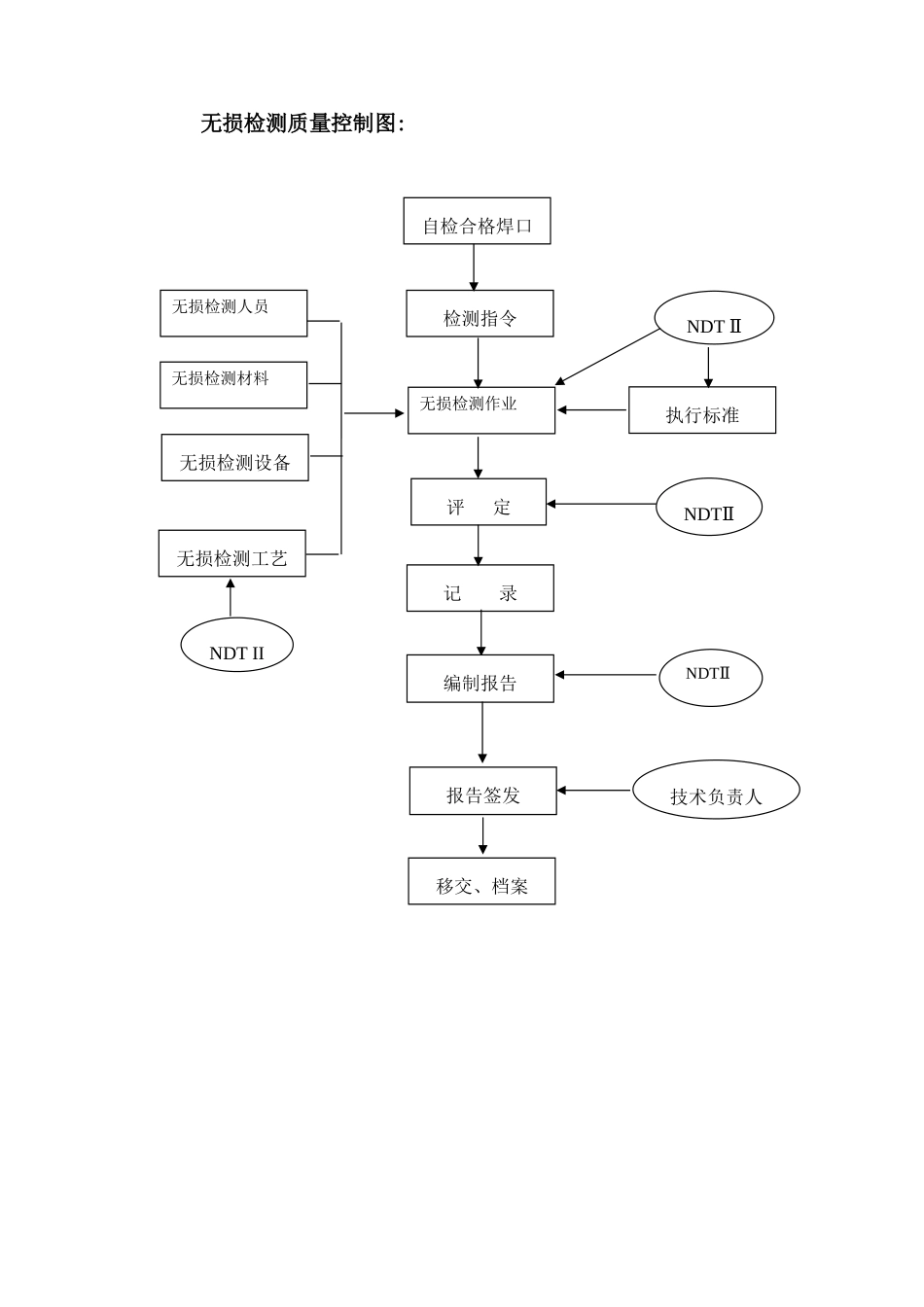
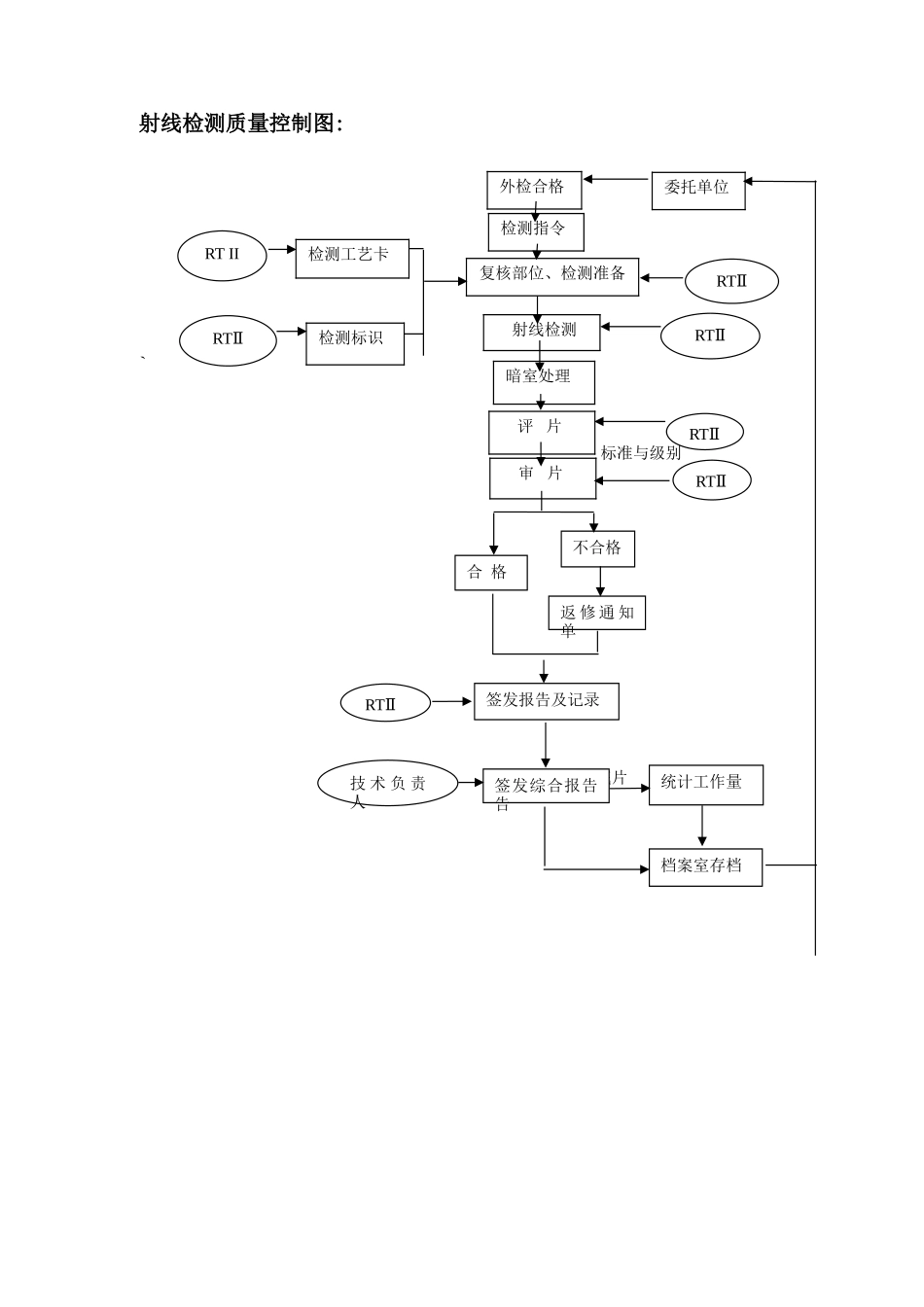
四川派普承压与动载设备检测有限公司杭甬天然气管道工程无损检测工程射线检测工艺射线检测工艺射线检测工艺流程图:无损检测计划与方案射线检测工艺卡监理检测指令暗室准备洗片机参数设定药液检查调配检测准备标识准备胶片暗袋检测时间设备准备透照现场准备曝光参数选择定位与标识布片警戒区设置RT透照暗室处理评片、审核记录报告资料、底片存档报告监理无损检测质量控制图:无损检测人员无损检测材料无损检测设备无损检测工艺自检合格焊口检测指令无损检测作业评定记录移交、档案执行标准编制报告NDTIINDTⅡNDTⅡNDTⅡ报告签发技术负责人射线检测质量控制图:`资料底片标准与级别外检合格检测指令复核部位、检测准备射线检测暗室处理审片评片委托单位RTⅡRTⅡRTⅡRTⅡ检测工艺卡检测标识RTIIRTⅡ合格不合格返修通知单签发报告及记录签发综合报告告统计工作量档案室存档RTⅡ技术负责人RT质量控制程序图盖章发放归档技术质量部批准技术负责人审核检测项目部技术负责人在受检件上标识编制检测报告监检或监理审核RT责任工程师编制检测工艺拍片RTⅡ级暗室RTⅡ级初评RTⅡ级外检合格RT确定检测区Ⅱ级准人员、设备、材料备检测工艺技术交底记录、发出检测结RT果和返修通知单Ⅱ级复评RTⅡ级底片质量不合格产品不合格返修批准总经理编制NDT计划成立项目部经理项目部技质负责人1射线检测主要技术措施1
1表面状态焊缝及热影响区的表面质量(包括余高高度)应经外观检查合格,表面的不规则状态在底片上的图象应不掩盖焊缝中的缺陷或与之相混淆,否则应做适当修整
2检测人员a
从事射线检测的人员必须持有锅炉压力容器无损检测人员资格考核,取得与其工作相适应的资格证书
评片人员的视力应每年检查一次,校正视力不得低于1
0并要求距离400mm能读出高为0
5mm,间隔为0
5mm的一组印刷体字母
从事射线检测人员应按GB4792-84标准和